


![]()
チタンは他の材質と比較して軽く、比重に対して材料強度が高く耐食性に優れています。融点は1600℃以上で高温の環境下にも耐えれる素材です。しかし、優れた性質をもつ反面、チタンは非常に酸素、窒素、水素などと結びつきやすく、酸化しやすい金属でもありますので、チタンの溶接における環境は、真空状態が望ましいです。そのためチタンの溶接は、アルゴンなどの不活性ガス雰囲気中でアークを発生させ溶接する、ティグ(アルゴン)溶接が多く用いられていますが、薄板・微細なものには抵抗溶接の一種である、スポット溶接、プロジェクション溶接が有効です。

チタンのスポット溶接
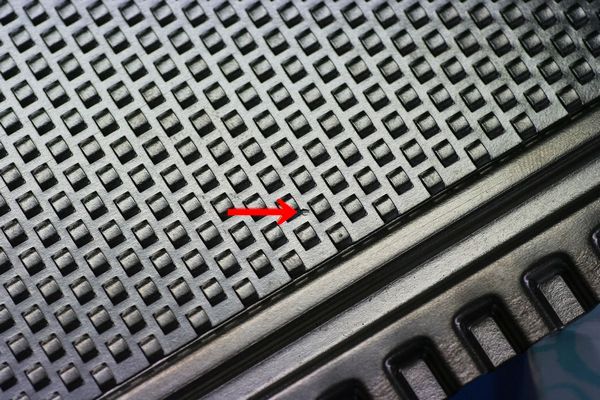
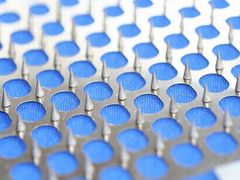
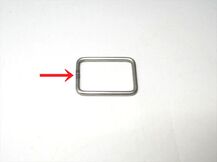
画像は、抵抗帯製作における64チタン合金(Ti6AL‐4V)t0.8テストピースでの、スポット溶接テストです。
結果、チタンの溶接状態は特有の酸化もなく良好で、剥離テストも母材がちぎれる強度が確保できています。
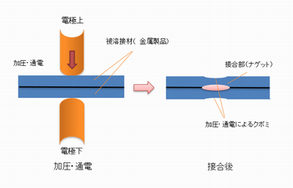
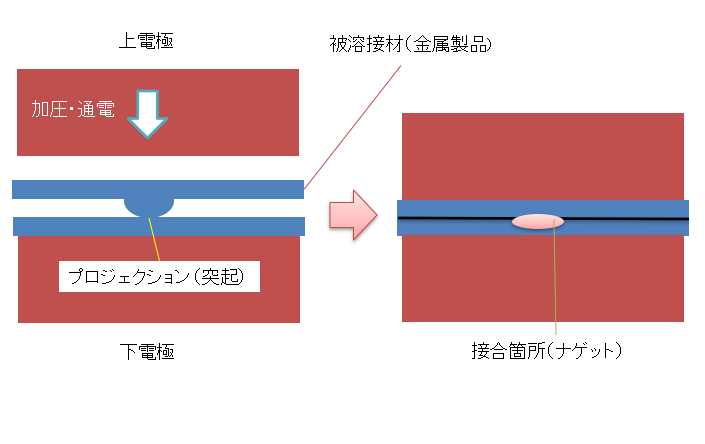
スポット溶接は、微細部品・溶接したい2片の金属の上下を電極で挟み込み、
接触部を加圧しながら大電流を流すことで電気抵抗により材料が局部的に発熱し、
溶融して接合される溶接工法で、抵抗溶接ではポピュラーな工法です。
チタンのスポット溶接事例

チタン6-4合金φ4.0とチタン焼結材のスポット溶接

チタン6-4合金t1.0とチタン線材φ0.3のスポット溶接

t0.4のチタンスポット溶接
プロジェクション溶接とは、被溶接材(製品部品)の肉厚(板厚)が厚い場合に、部品のどちらか一方に、プレス加工等でプロジェクション(突起部)を施し、プロジェクション(突起)部を加圧し大電流を突起部に集中して流すことによって、生じる発熱でプロジェクション(突起部)を溶かして溶接を行う方法です。プロジェクション溶接は、薄板同士の溶接歪を抑えるための工法として行ったり、量産時の薄板同士のスポット溶接多点数を、抵抗溶接機一工程に収める極めて効率の良い工法としても行われています。

チタンのプロジェクション溶接事例

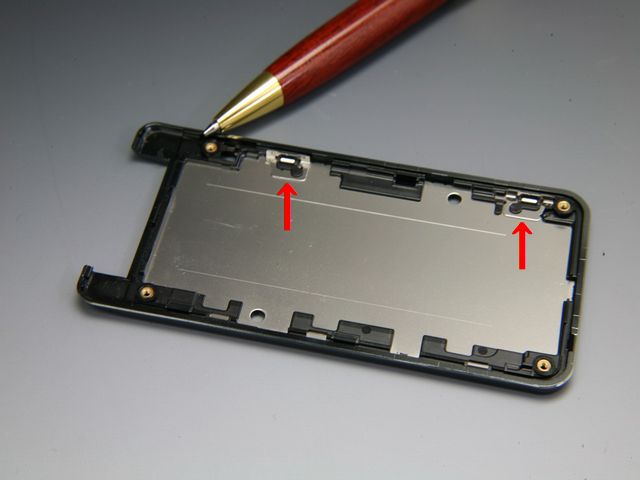
チタン6-4合金t1.0(タンク)とt1.2のプロジェクション溶接
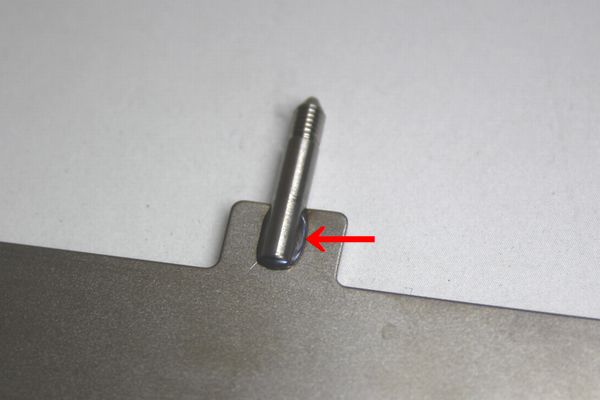
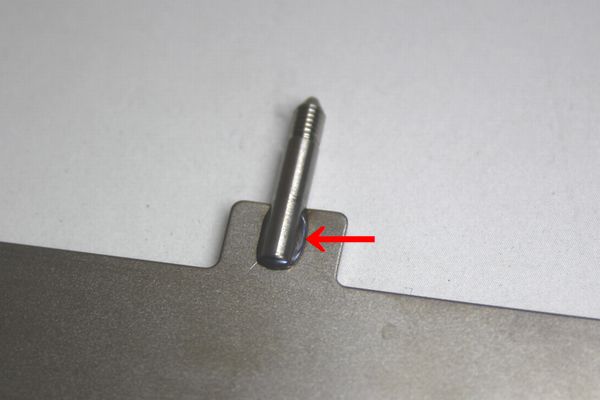
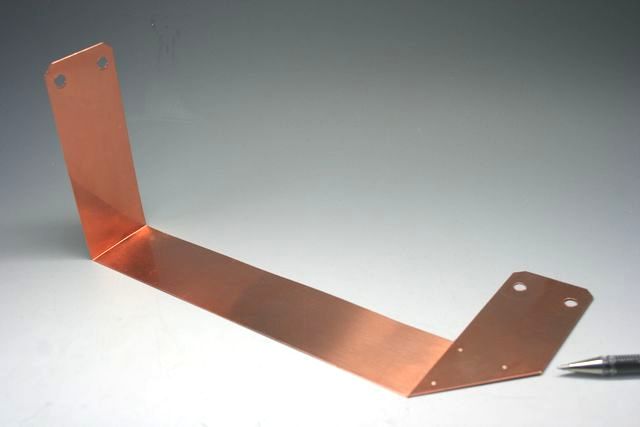
チタン6-4合金t0.8とφ2.5ピンのプロジェクション溶接
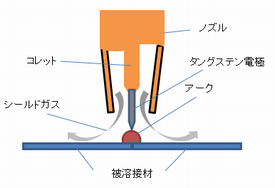
ティグ(アルゴン)溶接とはアルゴン(Ar)ガスや、ヘリウムガスなどの不活性ガスをシールドガスとしてトーチノズル内に流し、融点の高いタングステン電極と母材との間にアークを発生させ、そのアーク熱により不活性ガスと酸素を燃焼させ、溶接しようとする部品の一点にアークを集中させて溶接を行う工法で、銅などの非鉄金属にも適しています。

1.製品に合わせた、溶接方法の選択、各溶接の受託加工
2.豊富な薄板金属の在庫
3.製作内容に合わせた、適切な製作方法の選択
・形状カットにおける短納期・高精度
・曲げ加工における短納期・高精度
4.金型レス・簡易金型製作、薄板金属部品の1個~約2000個製作
5.熱処理及び、表面処理(対応不可な場合もあります)
6.全国対応

お問い合わせは、図面、ラフスケッチ等で、詳細情報(必要事項・個数)を揃えていただければ、
具体的な回答が可能です。




こだま製作所へのお問い合わせは、下記フォームからどうぞ!
担当者がご回答致します。
うまく送信できないときには、添付ファイルなしでメッセージだけ送信ください。
こちらからメールを返信します。
