ヒュージング受託加工
ヒュージングとは
ヒュージングとは、リッツ線の切断部の綻び防止やモーターコイルと端子を、電気抵抗を利用して熱圧着(拡散接合)を行う工法です。ヒュージングの利点としては、被覆線(リッツ線、マグネットワイヤ等)の絶縁被覆を、加熱しながら加圧をすることで、被服を剥がすと同時に圧着が行える工法です。
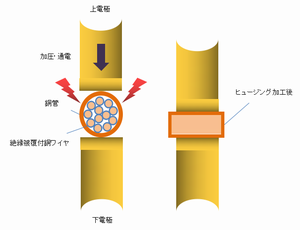 ヒュージング加工図 |
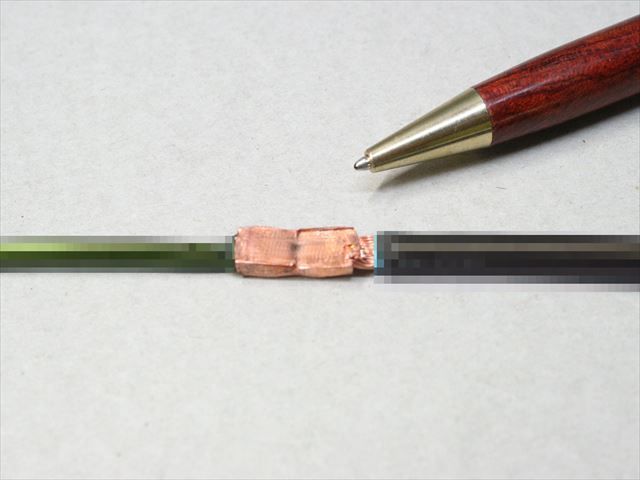
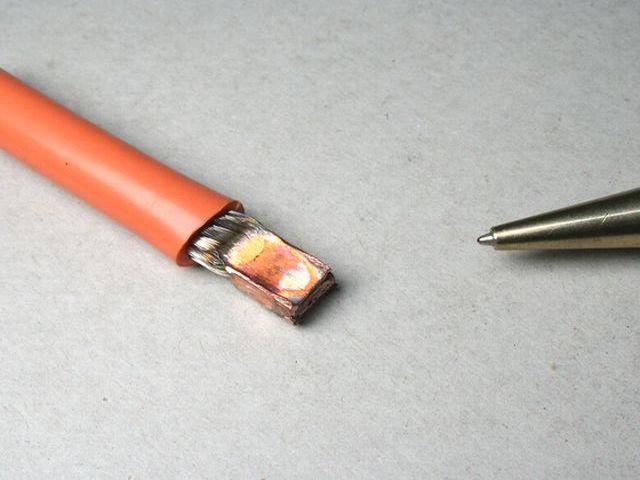
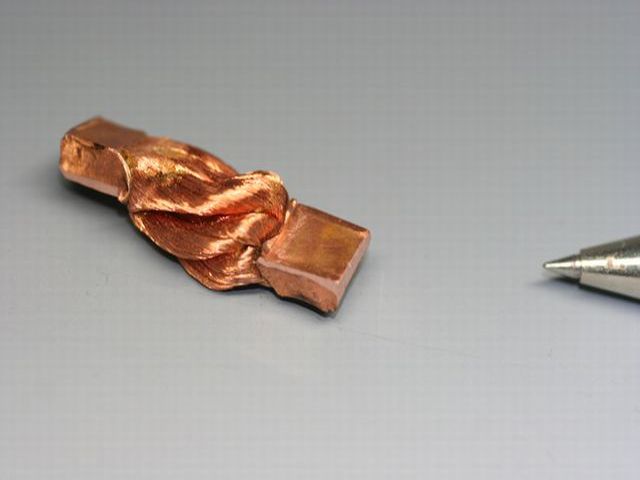
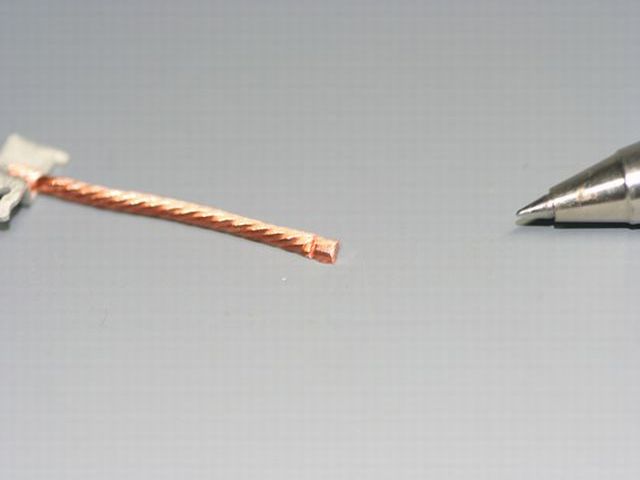
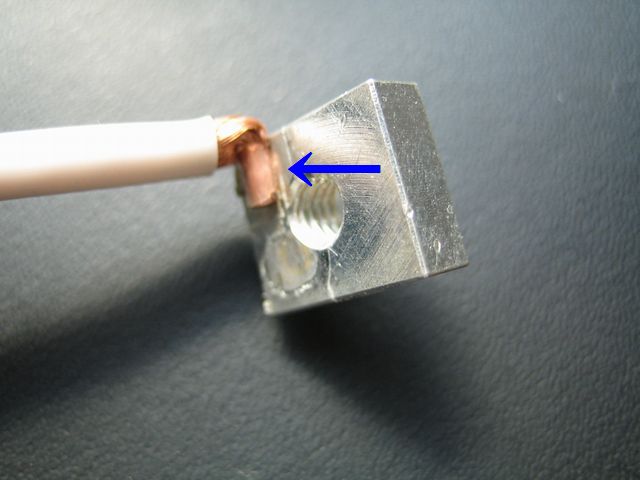
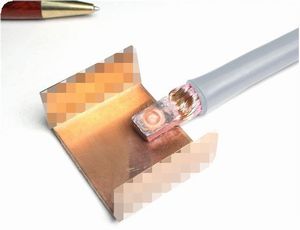
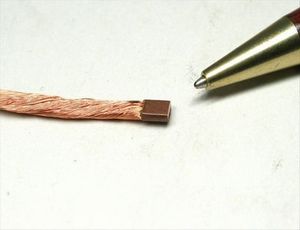 ヒュージング加工サンプル |
 |
 |
 |
※ヒュージングの加工事例は、こちらから
(こだまの溶接部門サイトです)
ヒュージングの目的
電子部品や、電気機器に外部的に通電を行う場合、リッツ線やマグネットワイヤを端子等に接続を行わなければなりませんが、束になっている銅線に絶縁被膜がコーティングされていますので、通常のカシメですと半田ごてなどで除去したり、薬品(ソルコート等)に漬けて除去をします。ヒュージングは、その絶縁被覆を溶かして接合部先端の一体化を行うと同時に、端子部分に密着を行うための平面部を形成しますので、効率性に優れています。そして二次的に端子とヒュージング部を、スポット溶接及び抵抗ロウ付けを行って接合することができます。
スポット溶接

◆スポット溶接の詳細は、こちらから
(こだまの溶接部門サイトです)
抵抗ロウ付け
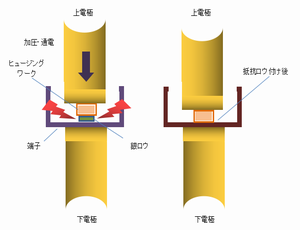 抵抗ロウ付け加工図 |
 抵抗ロウ付けサンプル |
◆抵抗ロウ付けの詳細は、こちらから
(こだまの溶接部門サイトです)
※レーザーろう付けは、こちらから
知っておきたい半田の特性(半田付け)
従来は、リッツ線及びマグネットワイヤ端の絶縁被膜を薬品(ソルコート等)に漬けて剥離したのちに、 半田付けで接続していましたが、少量や設備を使用できない状況での先端処理では有効なのですが、半田付けする前に半田そのものの特徴を把握しておかなければなりません。
- 絶縁被膜を薬品で、剥離を行う場合、毛管現象で薬品が線材内部まで浸透し、モータの故障の原因となる場合があります。
- 半田付けされた接点は、再び高温にさらされると溶ける可能性があります。これは環境温度が高い場所や、高電力の装置で特に問題となる可能性があります。
- 半田付けは時間と共に劣化することがあります。繰り返しの熱サイクルや振動などにより、信頼性が低下することがあります。
- 半田付けされた接点は物理的なストレスに弱い場合があります。衝撃や振動によって亀裂や割れが生じることがあり、それによって接続の信頼性が損なわれる可能性があります。
ヒュージング加工「こだま」の技術
主に、リード線の切断部の綻び防止などによく使用され、端子とのスポット溶接組付との連携など、専用機として加工を行われているケースが多いですが、「こだま」では、 機種(容量)・電気制御のバリエーションと、ヒュージングに使用する電極の社内製作により幅広い分野のヒュージング加工に対応しています。また、端子製作など薄板金属加工からの対応も行っております。
| ◆治工具製作技術は、こちらから (こだまの溶接部門サイトです) |
◆ヒュージングの事例情報は、こちらから (こだまの溶接部門サイトです) |
こだまがご提供できること
- ヒュージング加工の、受託加工(部品支給)細線径~φ10の先端熱カシメ端子製作・接合まで対応します。
- 部品製作から、ヒュージング加工まで
- 簡易治具電極・量産治具電極(溶接サイト)の製作
- ヒュージング加工のテスト・試作品製作(有償)
- 秘密保持契約(有償)
- 全国対応