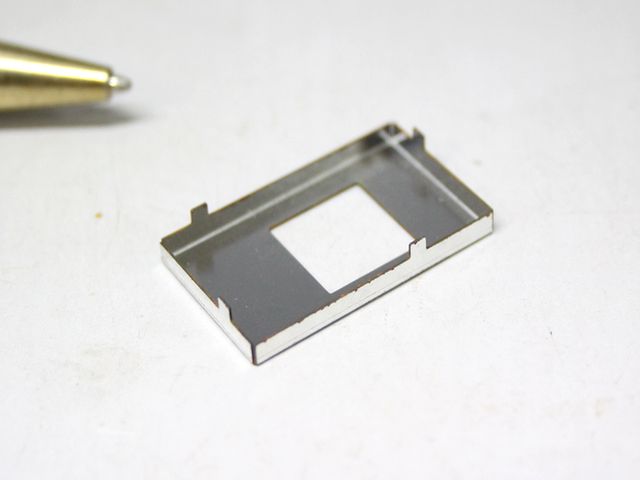
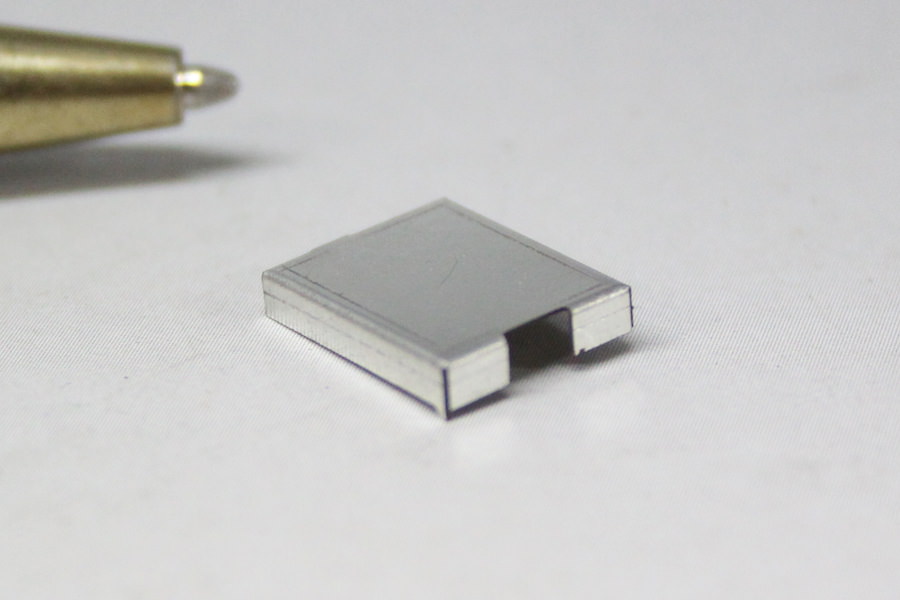
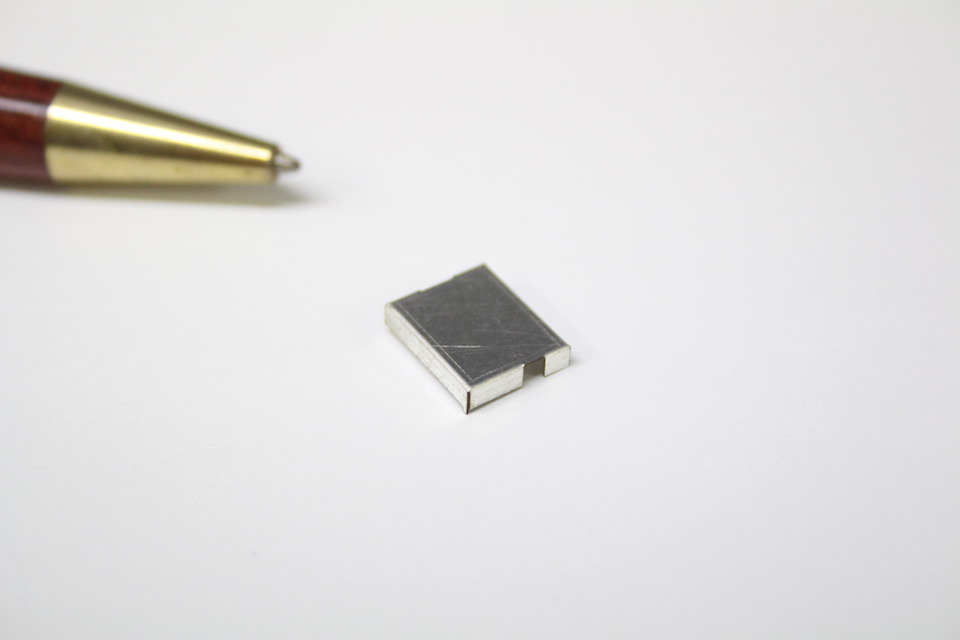
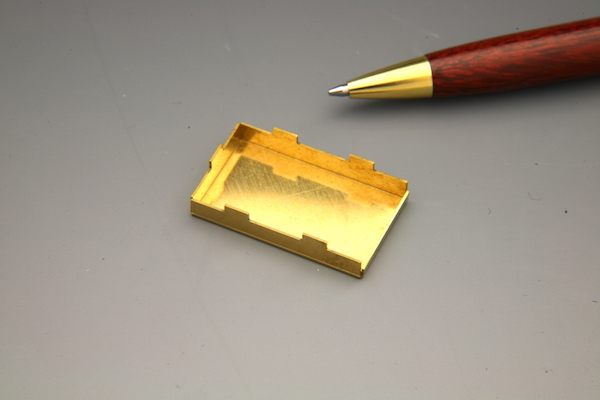
シールドケースは、材質の特性を活かして電磁波による誤作動を防ぐためのケースとなります。またI oTが進む中でシールドケースは、様々な用途の危機に必要となり、形状・サイズも様々になりました。こだま製作所では、ご希望に合わせた材質・形状のシールドケースを1個から製作しております。

事例紹介はこちらから
「こだま」がご提供出来ること
◆技術者と、直接打ち合わせが可能
◆成形:t0.03~対応可能
◆形状カット・曲げ加工:
金型レス製作で、ローコスト・短納期
◆エンボス加工対応の、簡易金型製法
◆各種材質の豊富な在庫
◆全国対応
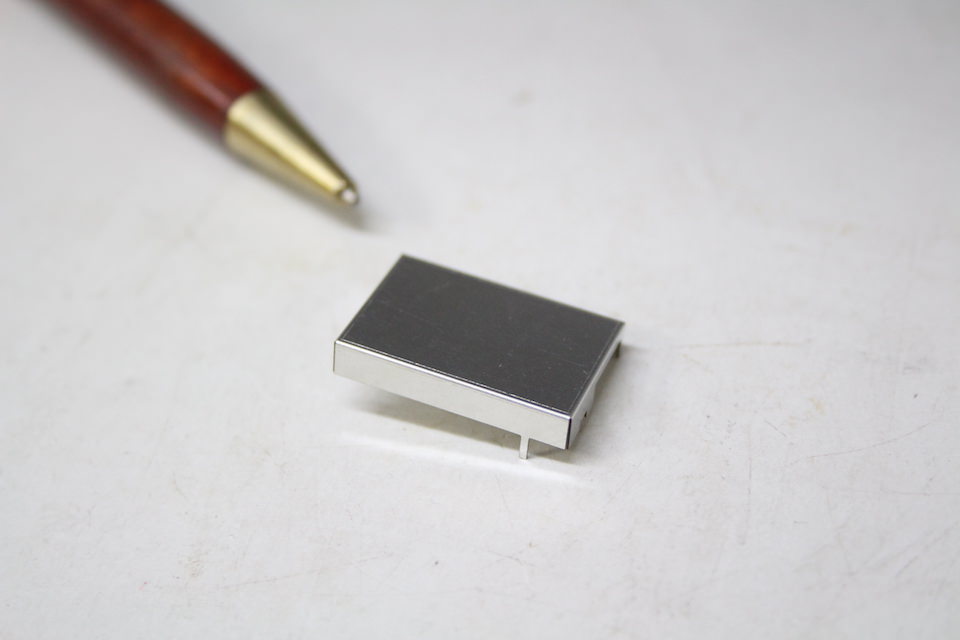
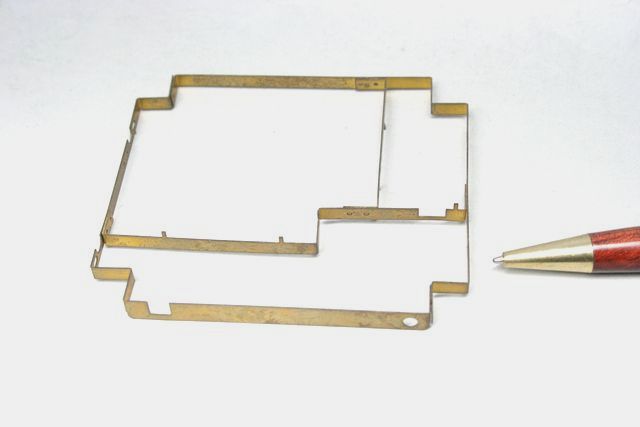
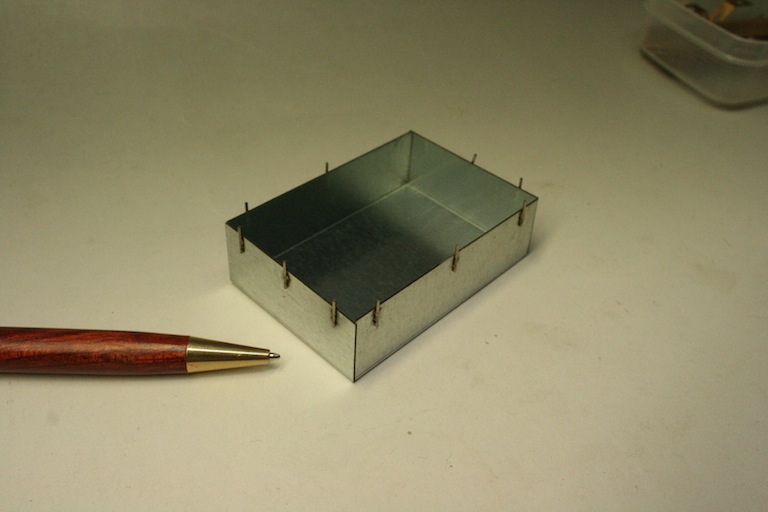
金型レス・簡易金型で1個から製作
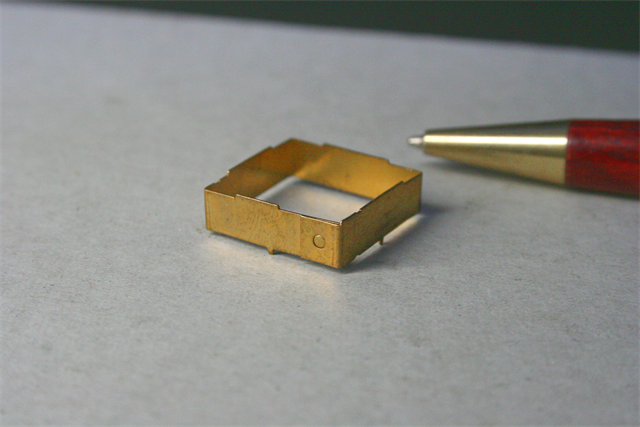
新製品・次ステップの研究・開発分野に入る際に必要になる試作品。金型を起こせない段階の加工は、全て職人の手作業で工程を分けて曲げ加工を行い、お客様のイメージに沿った製作を製作致します。簡単な曲げ加工においては、既製の金型で行えますが、簡易金型を用いて複雑な形状でも、出来る限り金型レス(金型の初期費用不要な製法)で製作するようにし、初期費用を抑えた製作をご提供しております。技術営業担当者が、構想を形にします。まずは、ご相談ください。

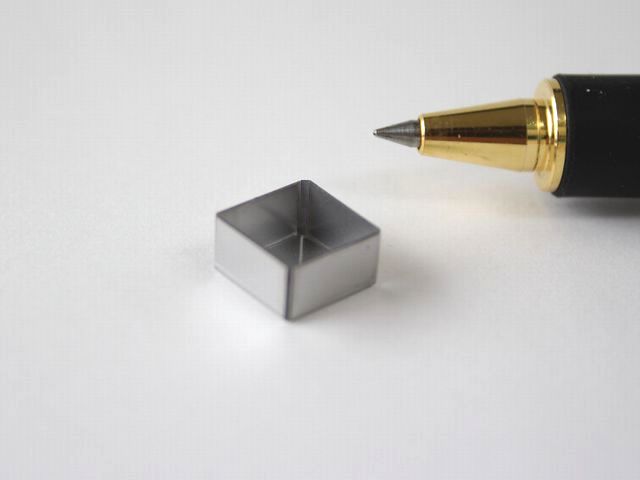
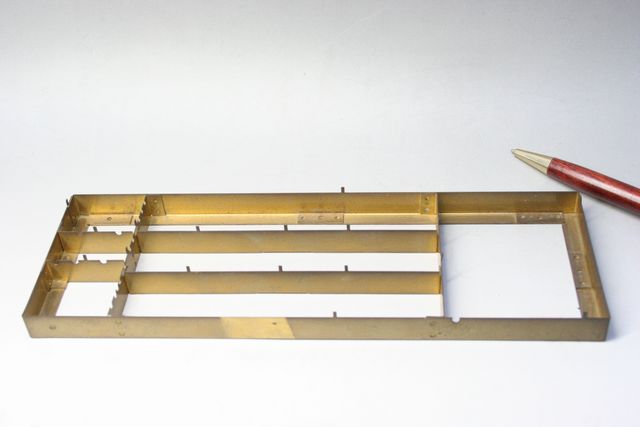
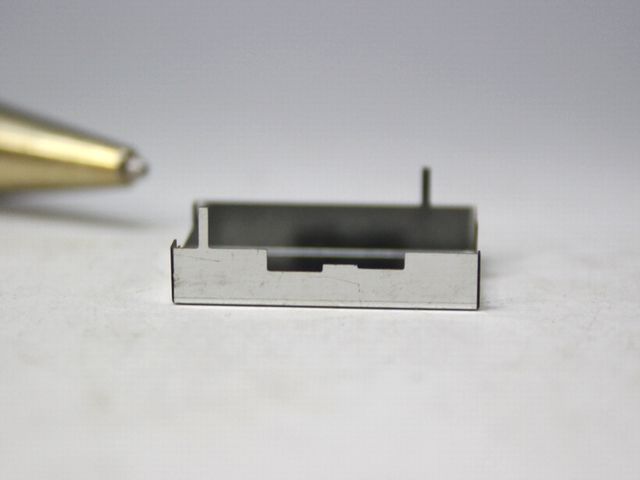
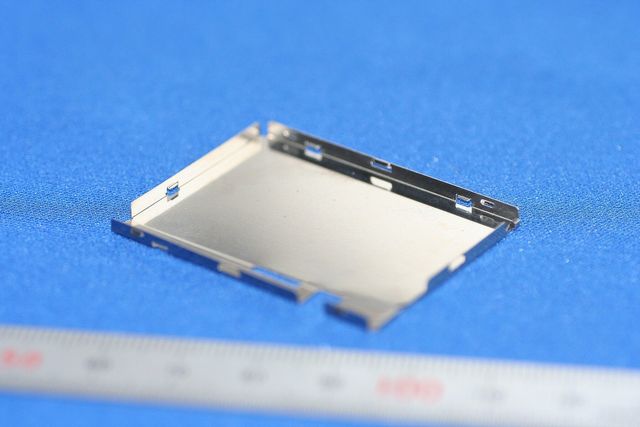
標準化された金型で少量・短納期でシールドケースを製作
単曲げ型の標準装備により複雑な形状・高精度・非鉄金属のシールドケース・カバーを1個(試作)からローコストで製作することが可能です。

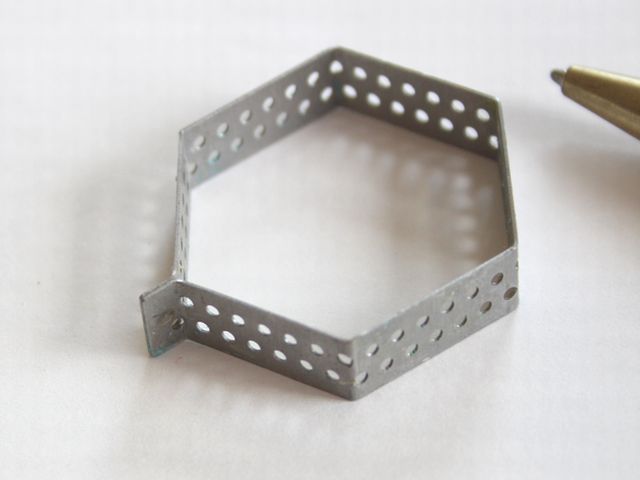
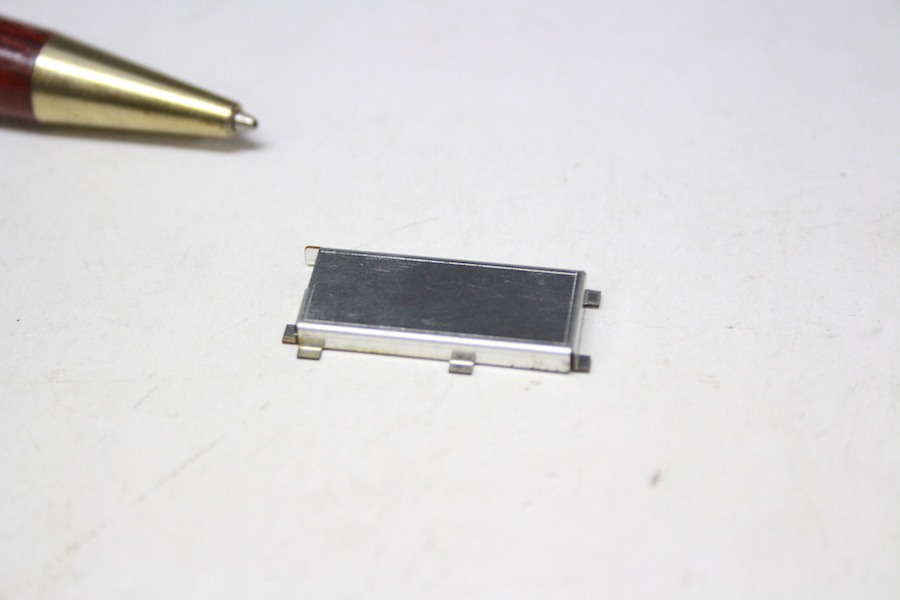
接合技術
板バネ(板ばね)等との複合シールドケースも マイクロスポット板金、薄板用スポット板金のエコロジカル接合方法によってローコストで品質の高い複合製品をご提供しています。(板金による歪も究めて少なくすることが可能です)

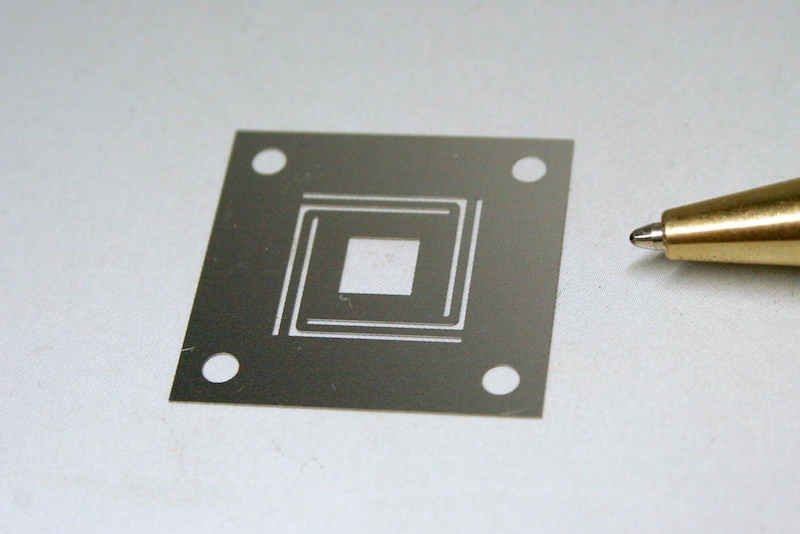
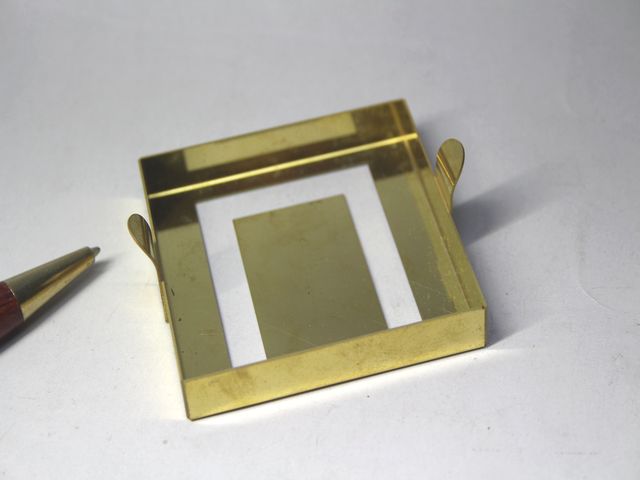
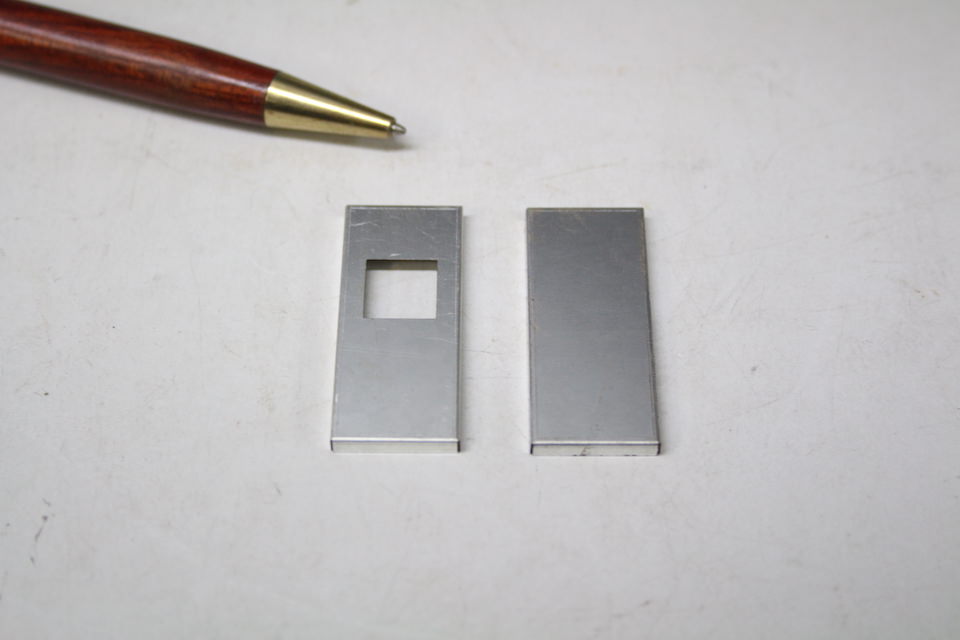
メタルマスクの製作
基盤用シールドケースだけでなく、メタルマスク等の基盤製作における周辺パーツなども製作しております。是非シールドケースと合わせてお問い合わせください。