切削加工とは、フライスや旋盤等の切削機に刃物(ツール)を取り付けて、刃物(ツール)の回転を行い対象物を削り、目的形状にする加工方法です。使用する切削機のサイズによって対象物のサイズも変わり、微細加工には高速回転の切削機が必要です。精密加工とは、高速回転の切削機を使用してより加工精度を上げて工作物を目的形状にする加工方法です。

こだまの精密切削加工
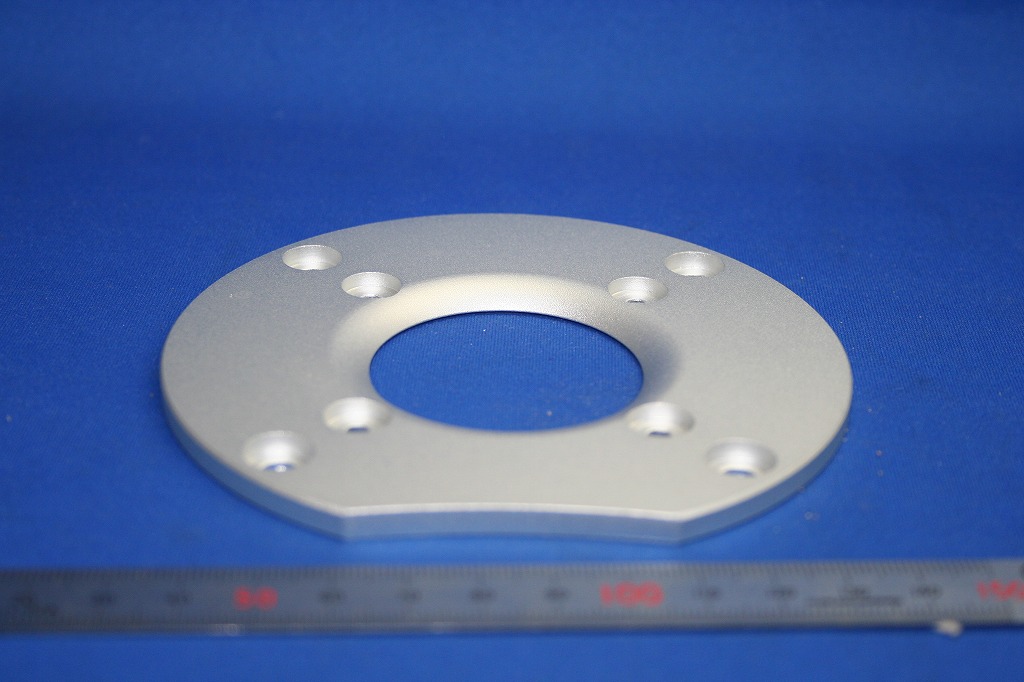
- 指先サイズ〜手のひらサイズまで
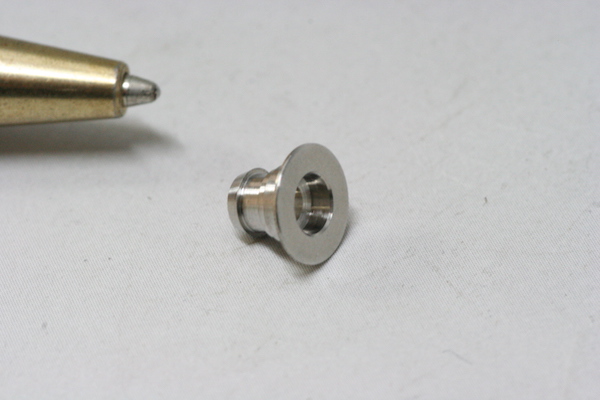
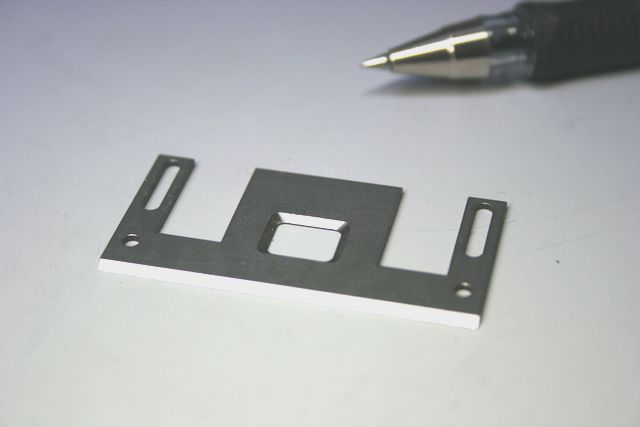
- 薄物部品加工:肉厚0.4mm~の切削加工品製作
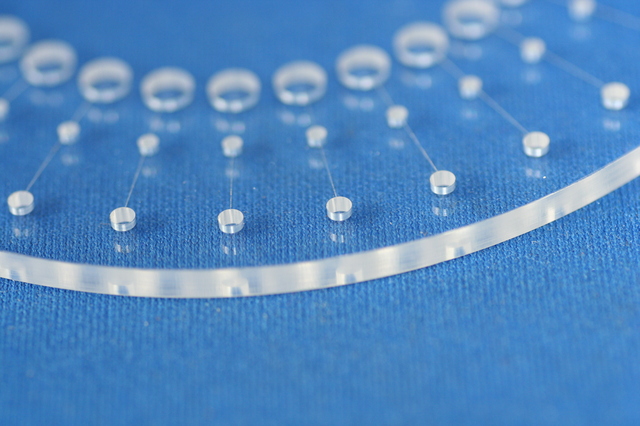
- 幅0.07mmの極細溝加工(材料によって対応できない場合があります)
- ワイヤーカット加工などとの複合加工
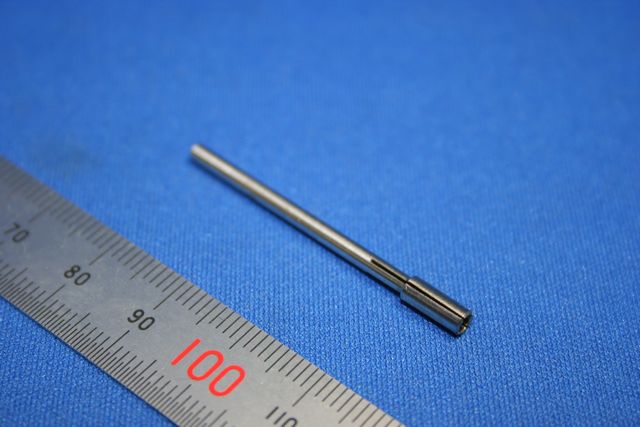
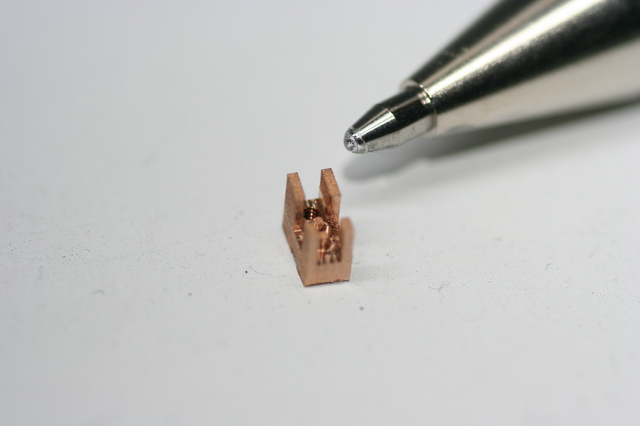
- 特殊小径ピン製作(外径30μm1μm加工)
加工方法についての技術情報

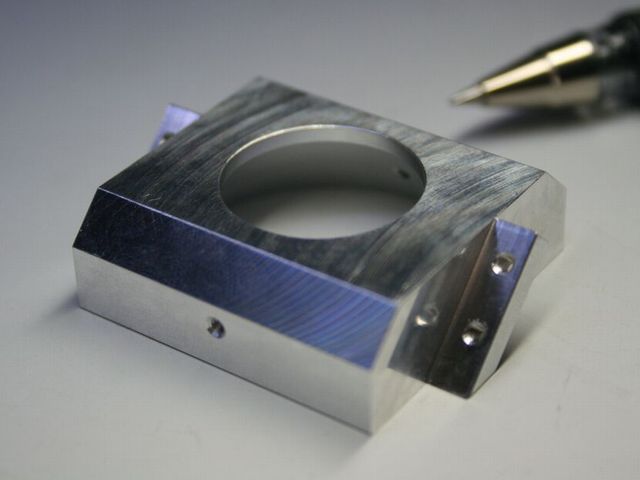
- NCフライス・NC旋盤 加工技術
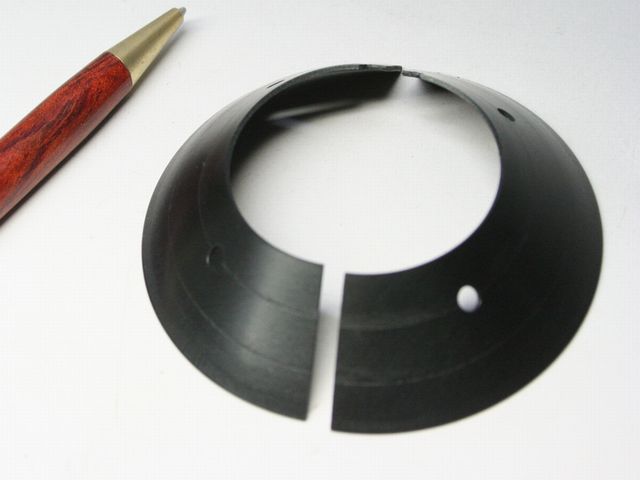
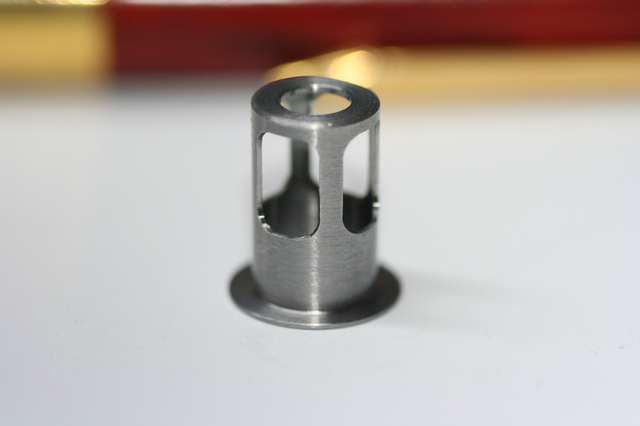
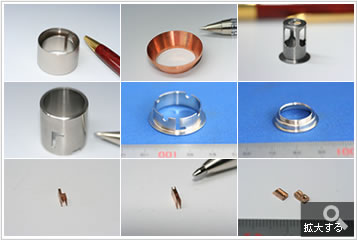
- 絞り成形品の試作・少量製作を行う場合、簡易製作できない薄板材の深絞りや、二次加工としての切欠き部分に精度 が必要なモノには、切削加工で対応しています。薄板材としての製品を削り出すには、10000回転以上の高速を要するCNC旋盤機と超精密加工技術が、様々な絞 り形状品の少量品を形と成します。
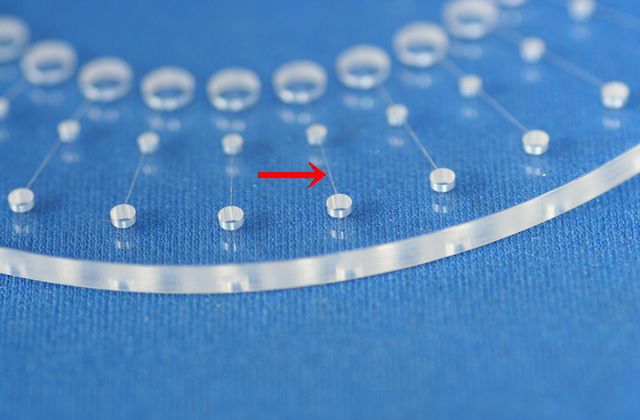
- NC切削微細加工技術
- 高速回転機及び、複合加工機を基に、産学連携で開発を行った特殊な切削ツールを使用して、超微切削加工の領域を広げています。 (画像:アクリル板への0.07mm幅溝加工事例)