「こだま」がご提供できること
;w.focus();)
1.接点・端子の構想段階からの、ご相談
2.材質の選択(豊富な薄板金属の在庫)
3.製作内容に合わせた、製作方法の選択 ・形状カットのコストパフォーマンス ・曲げ加工のコストパフォーマンス
4.金型レス・簡易金型製作で1個~約2000個製作
5.メッキ処理、熱処理
6.各種溶接加工
7.材料分析
(*オーダー製作専門です)
加工方法についての技術情報

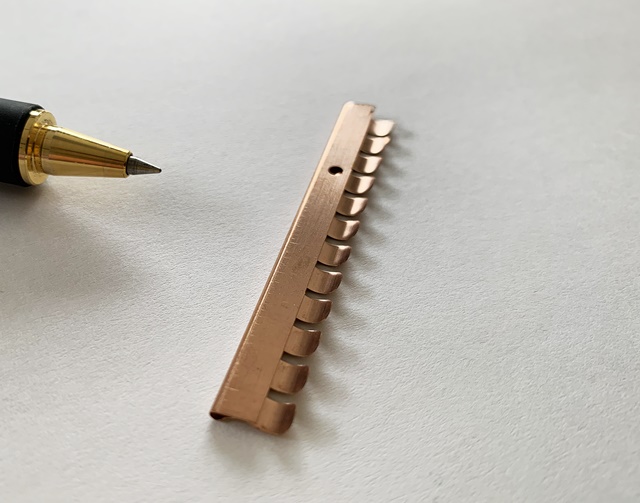
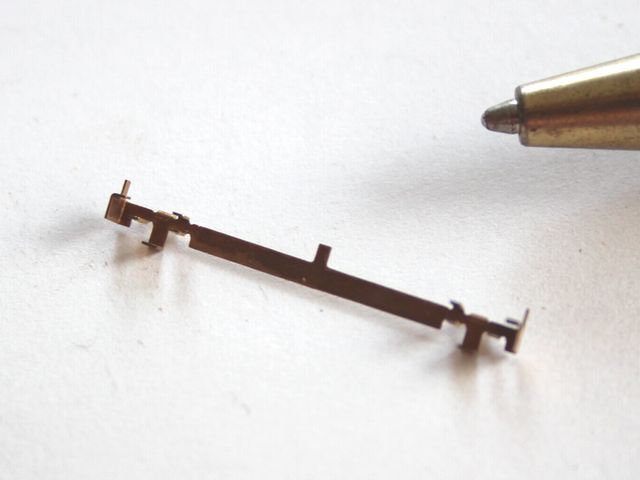
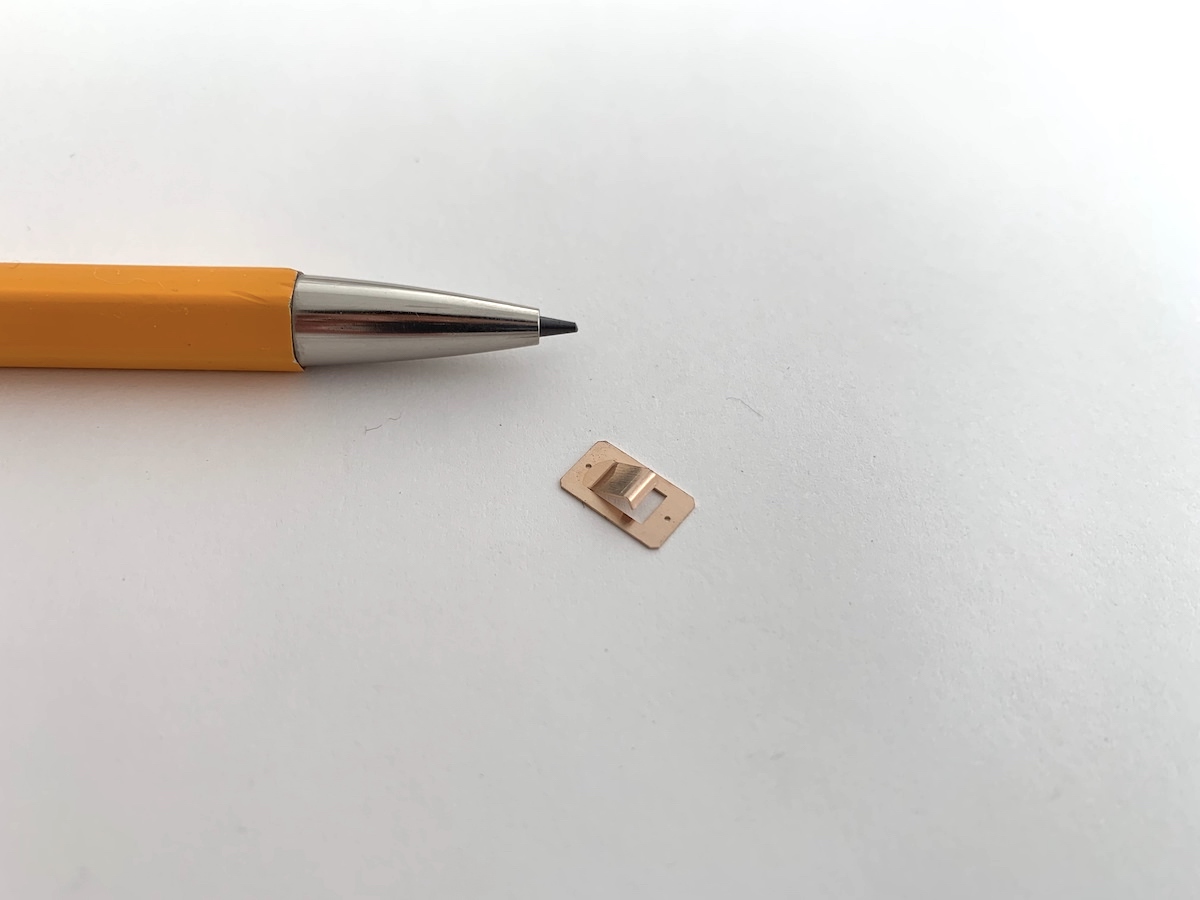
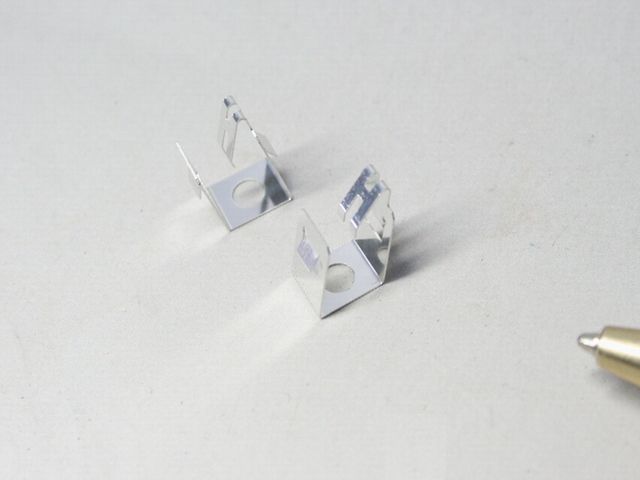
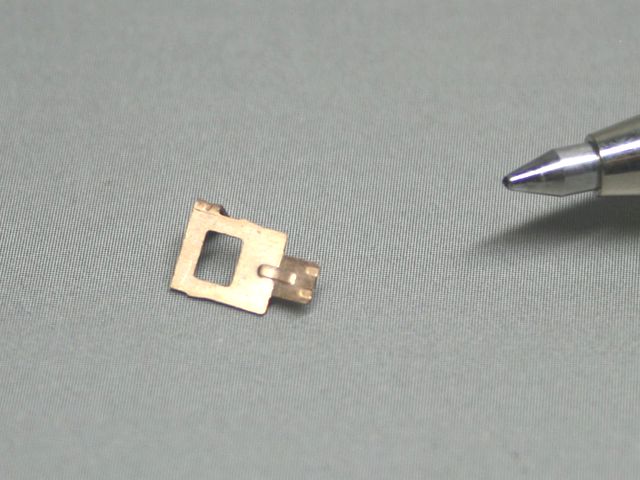
接点・端子の成形
- 接点・端子・コネクターなどの材質は、通電性が重要になるので主にリン青銅・ベリリューム銅・洋白・真鍮などを使用されています。こだま製作所では試作・少量製作においては、銅系の材料切断に適しているのと、 曲げ加工を良好に行う為に切断面に対する負荷を最小限にすることが出来る、レーザー、ワイヤーカット(重ね切り)及びフォトエッチングを主流に形状カットを行っています。 ワイヤーカット加工では、、ワークセットのタイムロスを省くため重ね切治具の標準装備「品質」を行い、ローコストでご提供しております。 曲げ加工では、試作・少量製作は「こだま」独自の金型レス・簡易金型で成形を行い、2000個までの製作にあたっては半順送金型で対応、形状によっては多数同時成形の金型を使用しています。

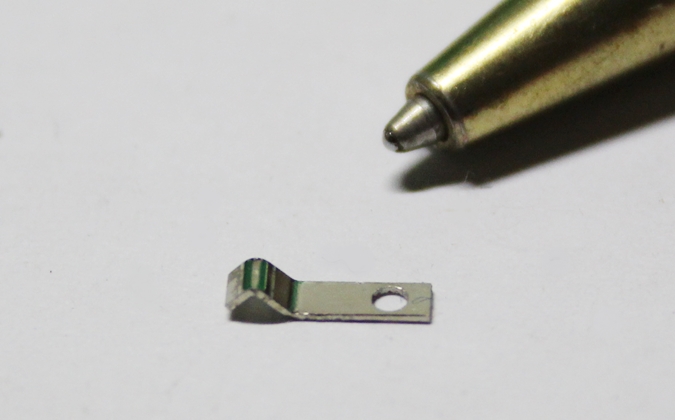
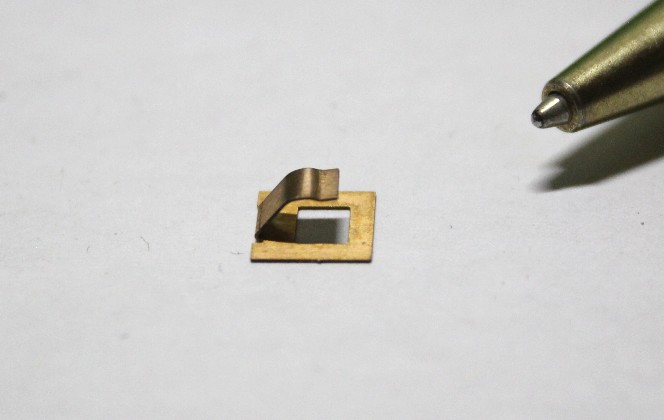
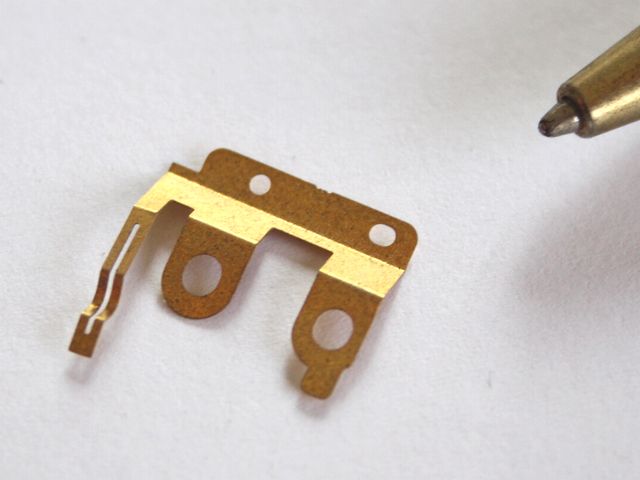
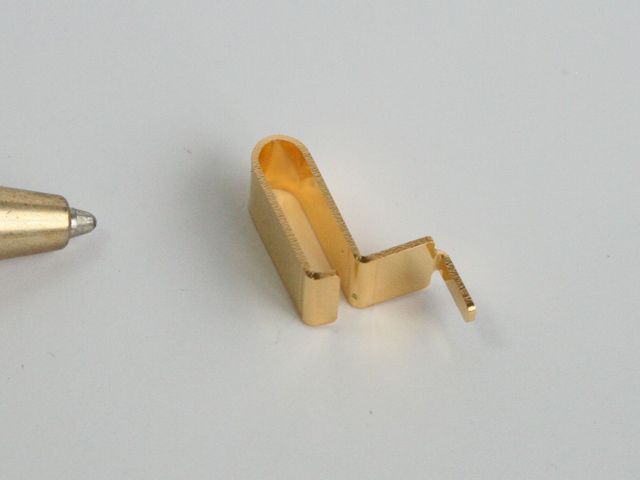
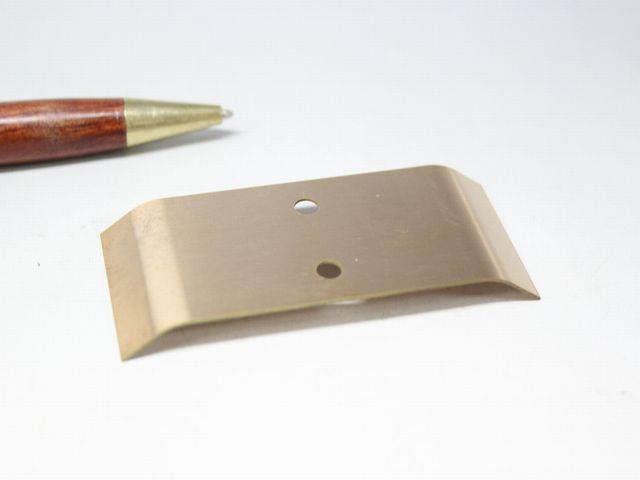
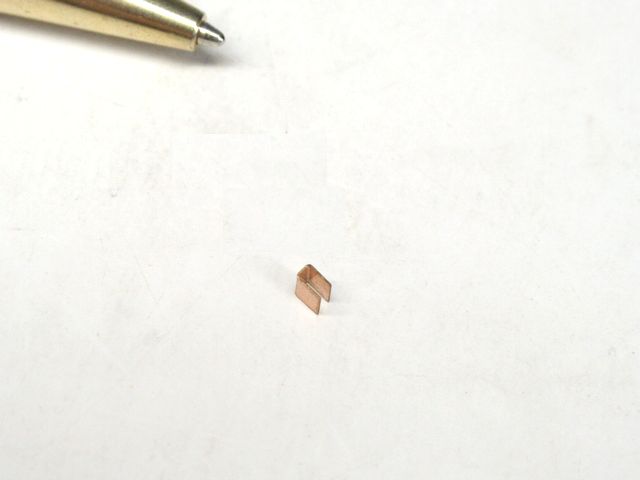
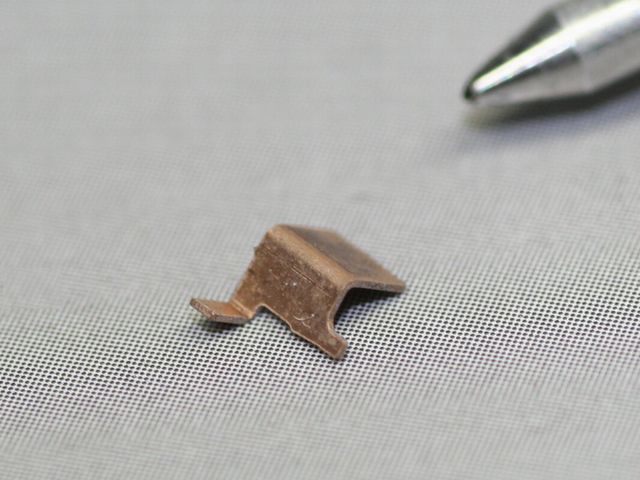
金型レス製作で1個から(創業50余年の技術力)
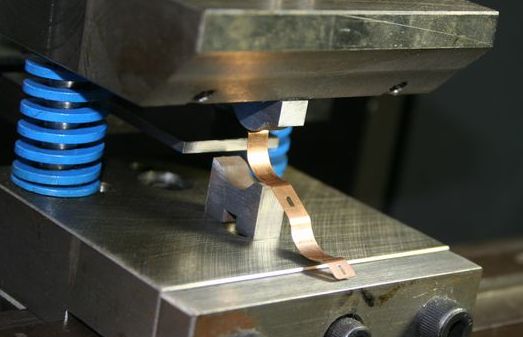
標準化された金型で、初期費用(金型等)を必要とせず接点・端子の製作が可能です。また、エンボス、ビード、複雑形状等は、簡易金型で対応しています。
※金型レス・簡易金型の詳細は、こちらから
※金型レス・簡易金型の詳細は、こちらから
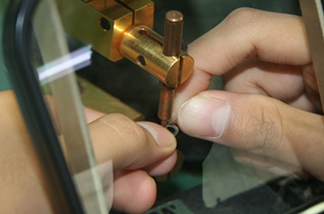
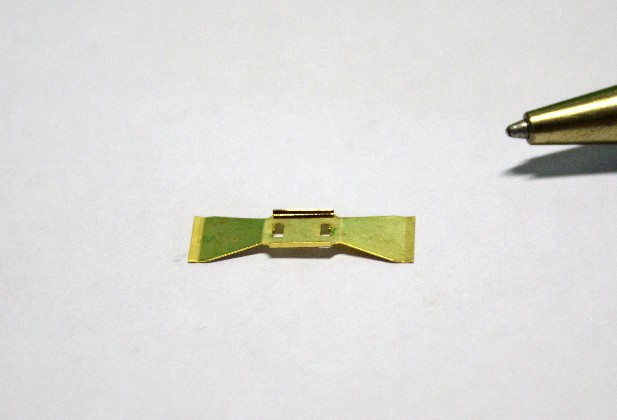
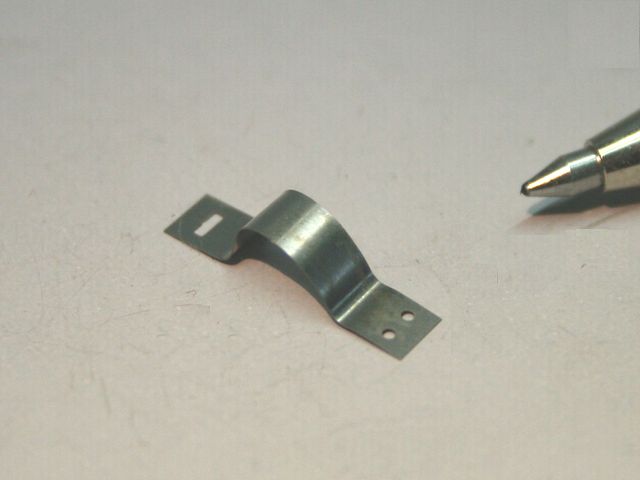
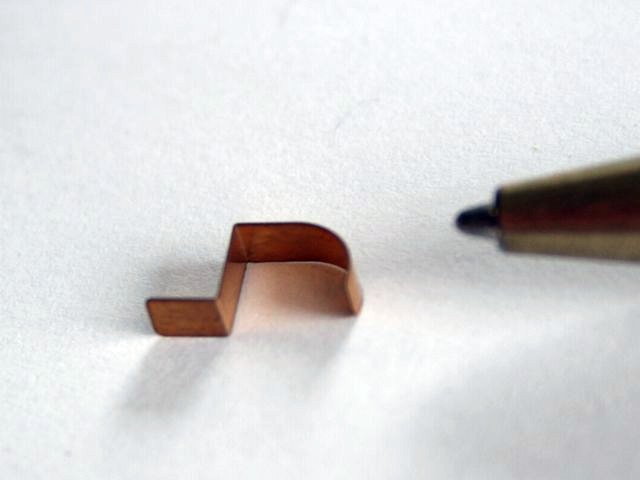
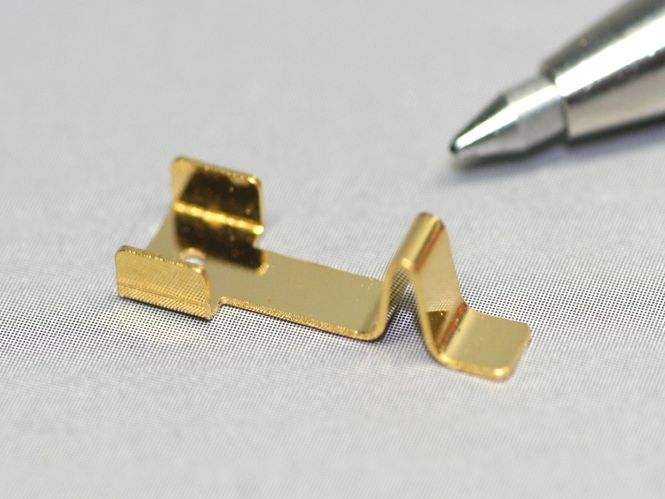
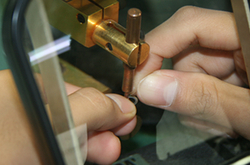
マイクロスポット溶接
- 接点・端子においては、リード線等の溶接を要するものも多く、接合においてはエコロジカルなマイクロスポット溶接で対応しております。 接点・端子のような銅系の溶接は難易度も上がりますが、接合負荷に対応する為に機械容量のバリエーション(機種)を装備し、リード線接合部をヒュージングしてから接合を行っています(溶接条件によっては、ダイレクトに接合することもあります)。また、使用する電極は内作を行うことで、ノウハウの蓄積をしています。
※接点・端子とリード線の溶接は、こちらから
※電池タブの溶接は、こちらから
取扱い材料
鉄系 SPCC(鉄)、SECC,ブリキ(スズ鍍金鋼材)、SK(生・焼き入れリボン鋼)、ハイテン ステンレス系 SUS304:BA、1/2H 3/4H・H・EH SUS301:1/2H・3/4H・H・EH SUS316、SUS631、SUS430、SUS410 パーマロイ材 42アロイ、50アロイ、インコネル、インバー、ハステロイ 銅系 C1100P(タフピッチ銅) C2801(真鍮) C5210P(りん青銅板二種)、C5210(バネ用りん青銅板) C7521(洋白板二種)、C7701(バネ用洋白板) C1700/C1720(バネ用ベリリューム銅) その他 チタン、チタンバネ、モリブデン
接点・端子に使用する材料は、リン青銅、ベリリュム銅、黄銅、銅、洋白、ハステロイが主流に使用されていますが、
弊社へのご質問の多い材質、またはご依頼いただく製品の材料を、記載していますので参考にしてください。