;w.focus();) エッチング・ハーフエッチングと、マイクロスポット溶接技術で、SUS304、アロイ材等で、歪・ソリを抑えた高品質な搬送トレイをご提供します。
エッチング・ハーフエッチングと、マイクロスポット溶接技術で、SUS304、アロイ材等で、歪・ソリを抑えた高品質な搬送トレイをご提供します。
加工方法についての技術情報

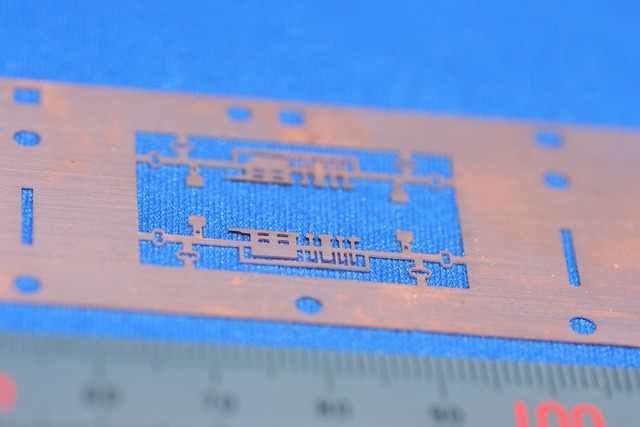
- エッチング加工
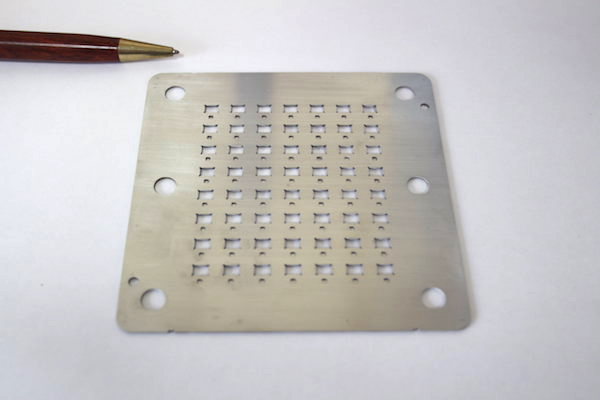
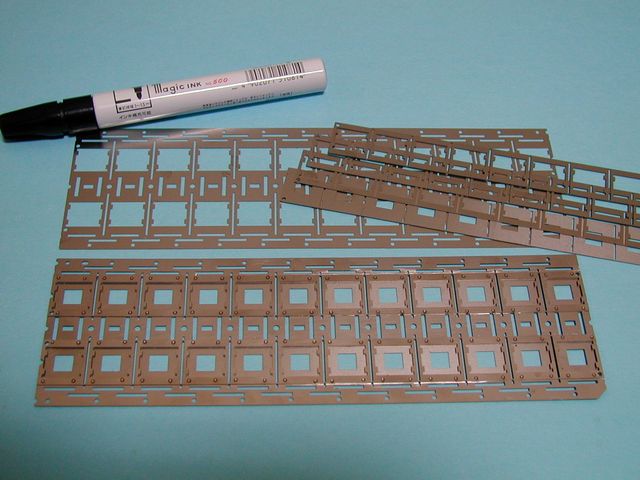
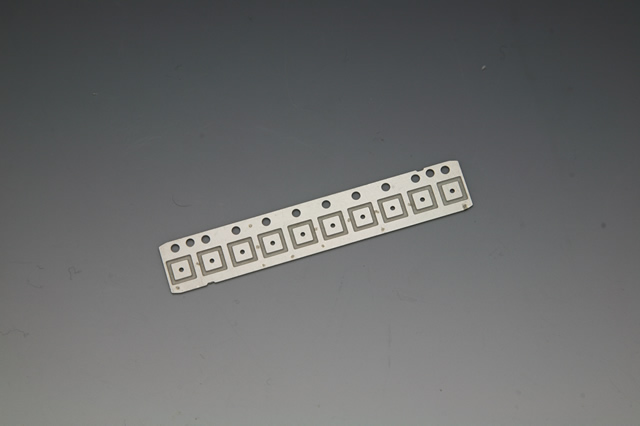
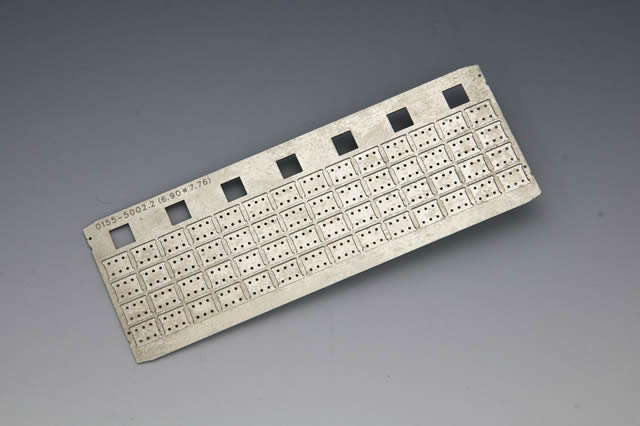
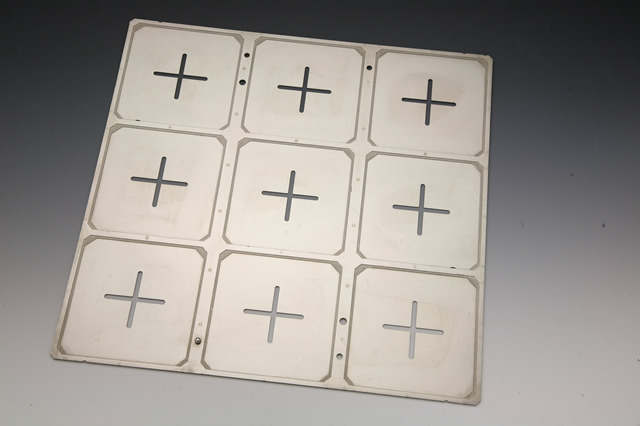
- 金属製搬送トレイでトレイ板そのものの製作は少量(1個~数百個)製作方法の適用としてエッチング加工、レーザー加工、精密タレパン加工になりますが、半導体のような薄い板厚の製品には、材料からのトリミング時の歪、トリミング面(切断面)の仕上がり、製作数を考慮してエッチング加工を主流に製作を行っています。 (対応サイズ1000×1000mmまで)
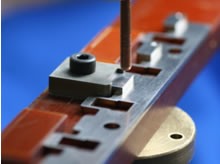
- マイクロスポット溶接加工(試作用簡易治具仕様)
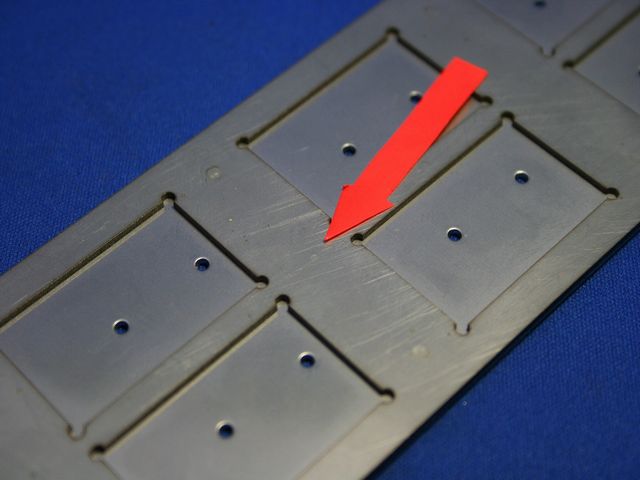
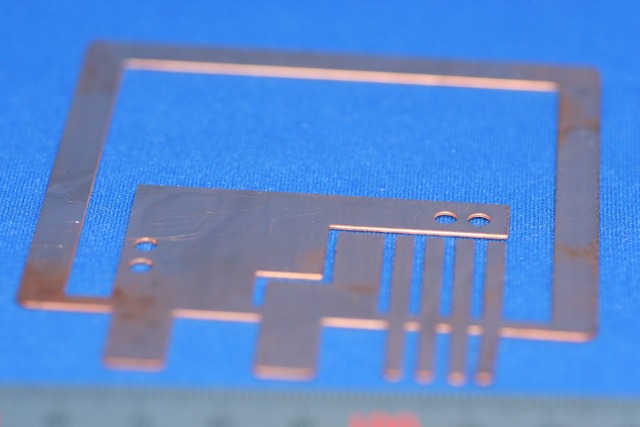
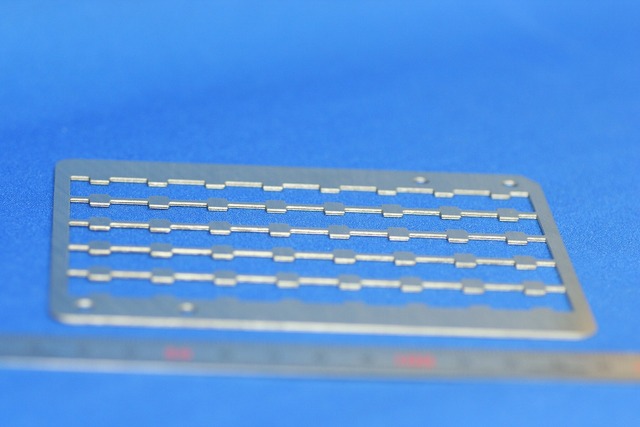
- 半導体等のサイズに合わせた2枚以上のトレイ板の積層で搬送トレイとして製品化を行いますが、「こだま」では、マイクロスポット溶接を主流に、組み付け接合を行っております。スポット溶接技術をもって、重ね合わせ精度、溶接後の歪・ソリの最小化をご提供しております。