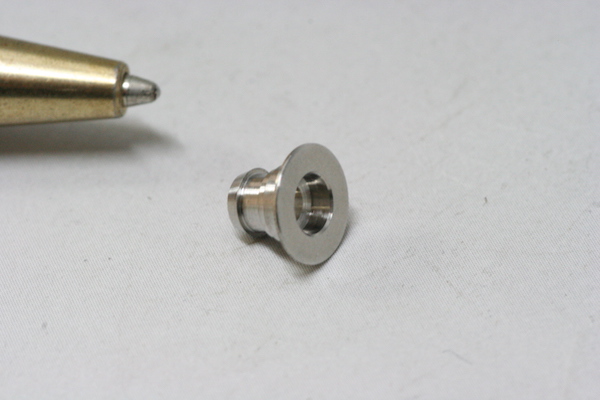
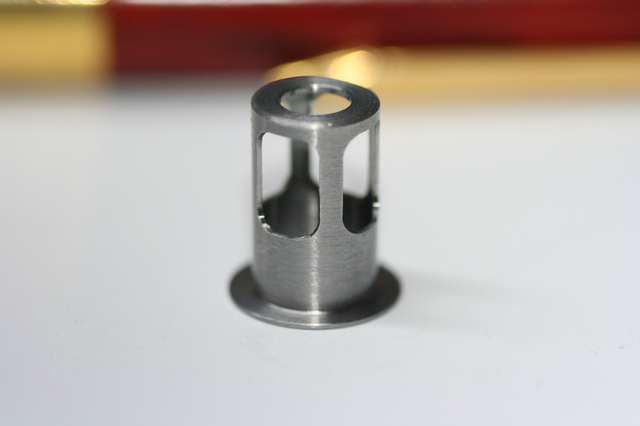
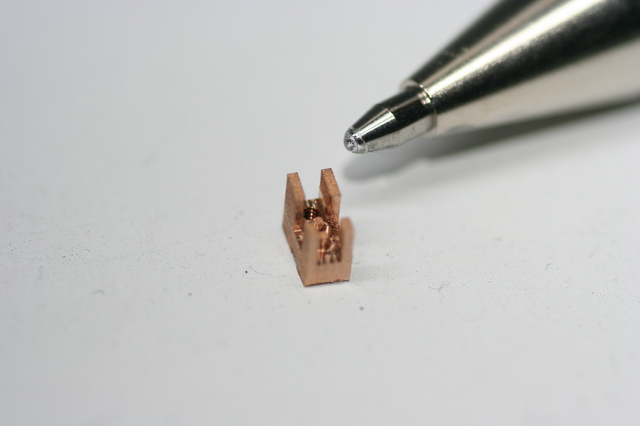
;w.focus();) 微細部品、カップリング、バルブカバー、キャップ等の薄肉・複雑形状等の成形品を
精密切削加工で1個から対応します。
微細部品、カップリング、バルブカバー、キャップ等の薄肉・複雑形状等の成形品を
精密切削加工で1個から対応します。
加工方法についての技術情報

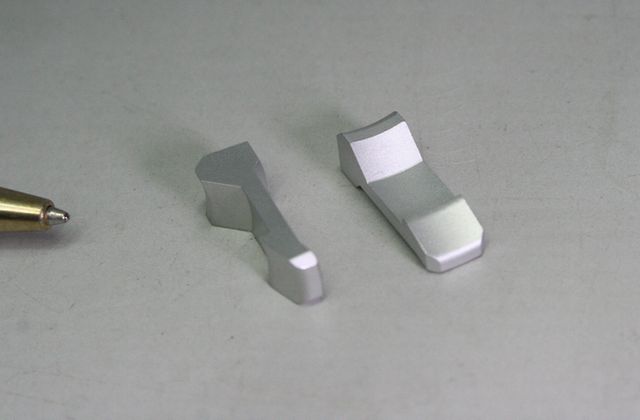
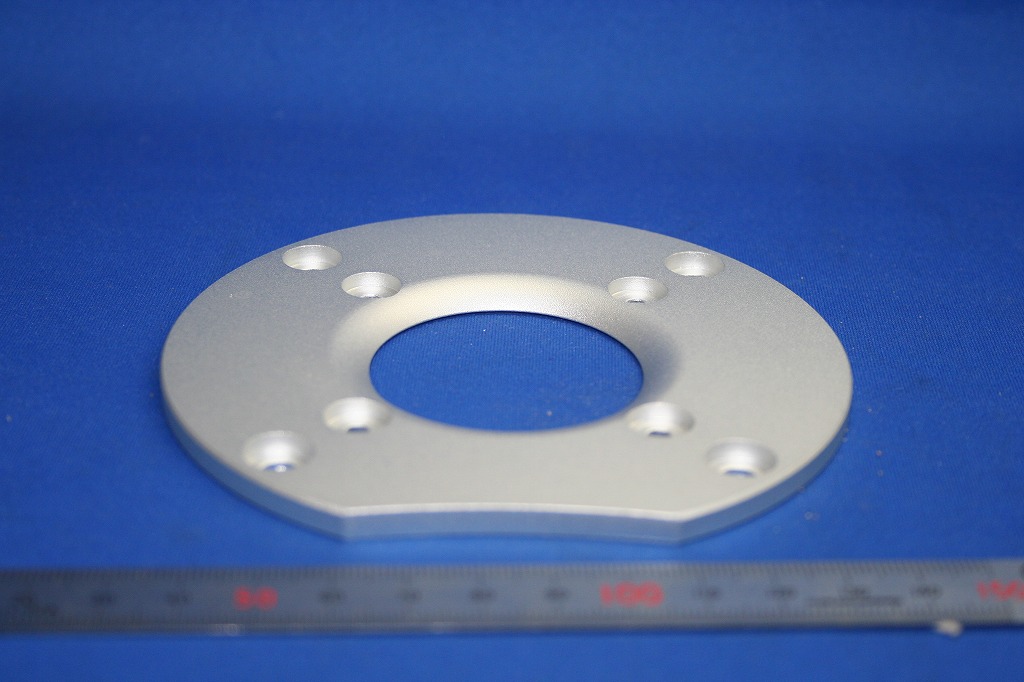
- NCフライス・NC旋盤 加工技術
- 絞り成形品の試作・少量製作を行う場合、簡易製作できない薄板材の深絞りや、二次加工としての切欠き部分に精度が必要なモノには、切削加工で対応しています。薄板材としての製品を削り出すには、10000回転以上の高速を要するNC機と超精密加工技術が、様々な絞り形状品の少量品を形と成します。

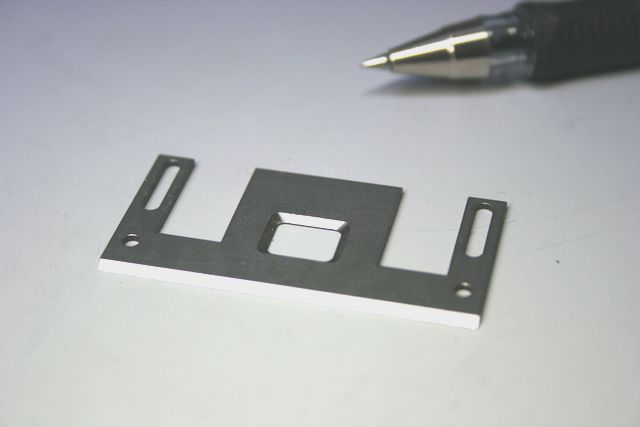
- 彫刻技能の蓄積がNC加工の概念を変える
- 板金部品の製作にあたり、彫刻加工は製品番号・ロゴなどを入れる刻印製作に留まりますが、一般の切削加工の概念とは違った、切削加工の限界点を手作業で補足する彫刻加工の概念が、NC機・切削ツールの限界をあらたな切削加工エリアへと導いています。熟練技能者の知恵と経験がNC機の動作として変化します。