「こだまがご提供できること」
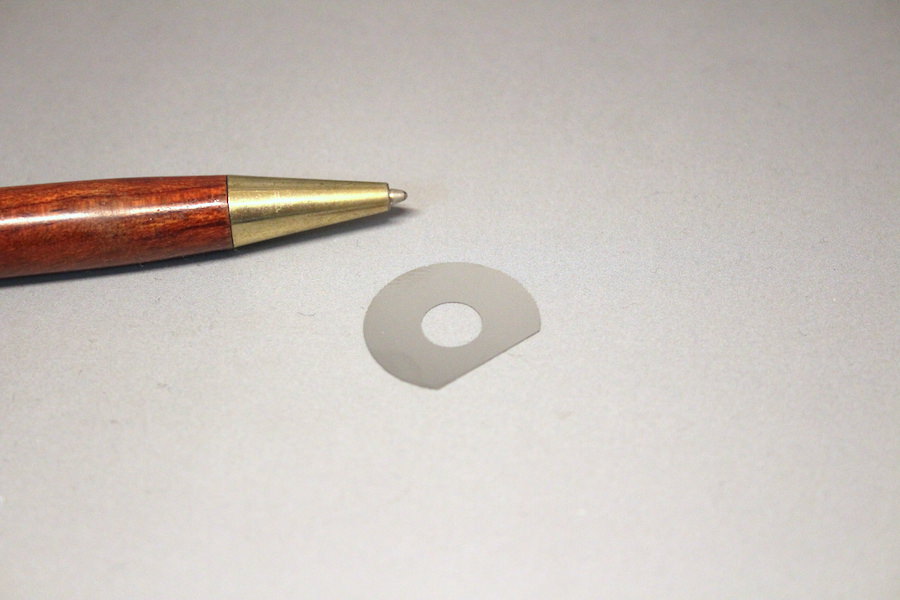
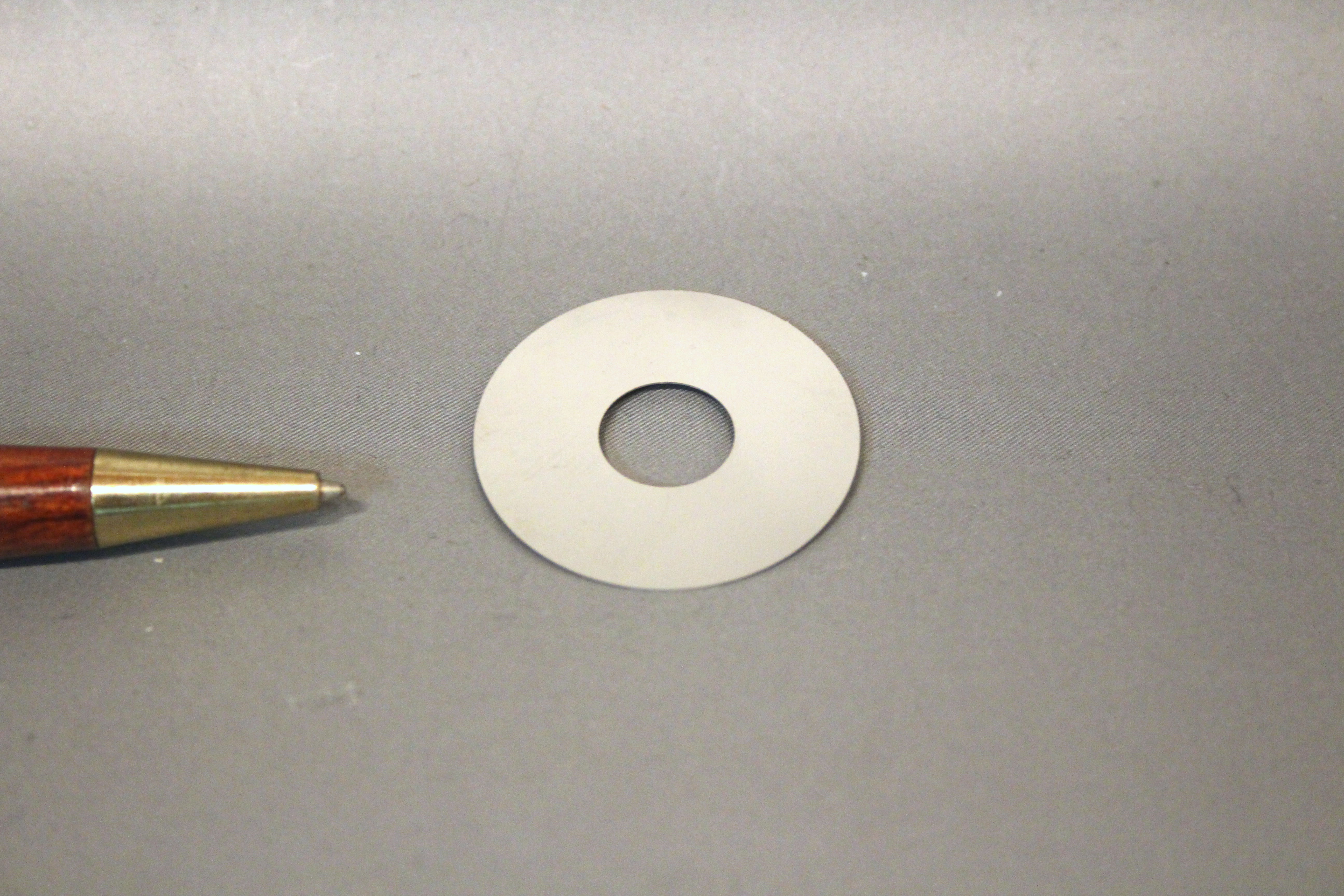
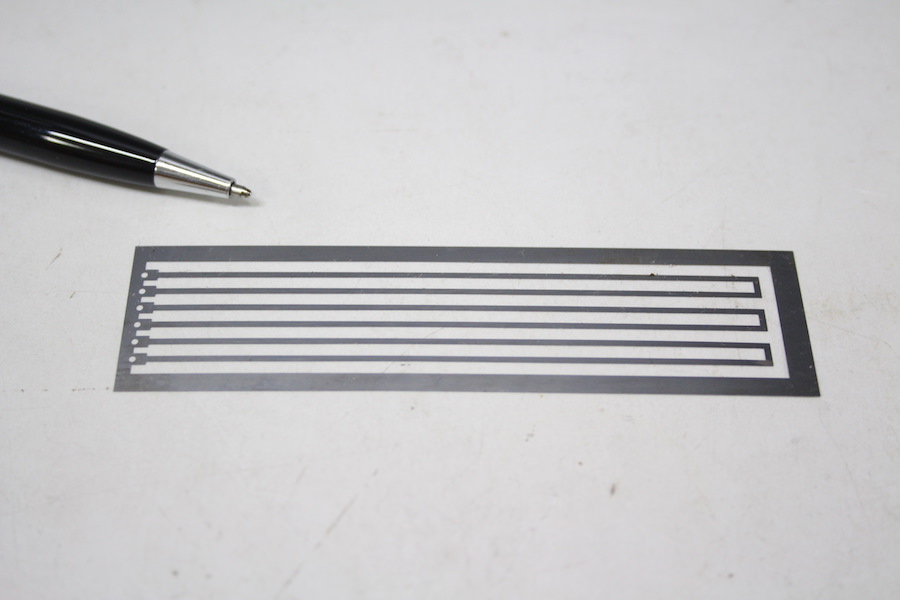
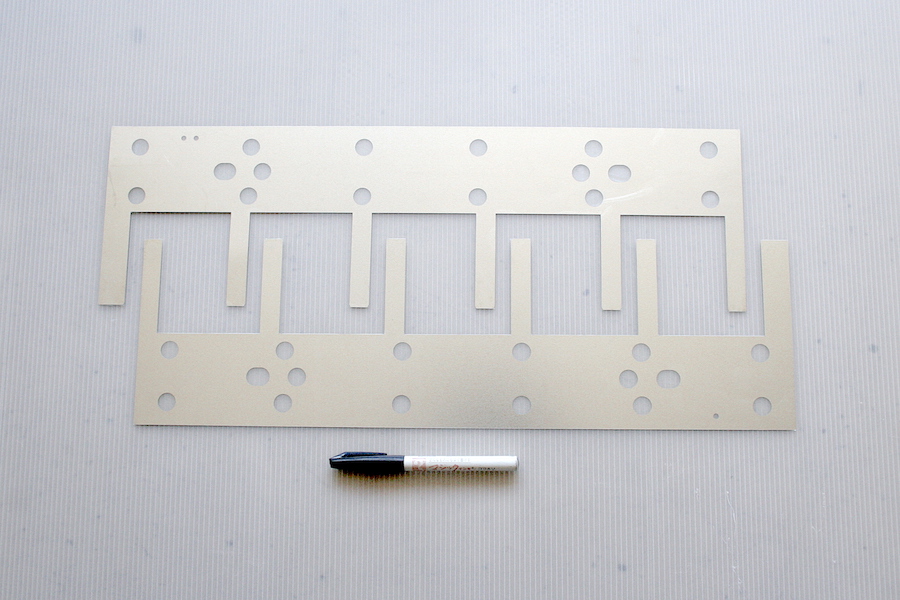
◆板厚t0.005からの製作対応
◆製作枚数:1枚から数万枚まで
◆加工サイズ:0.4mm~2000×1000mm
SUS304H0.1t~0.2tは0.01mm刻みで
材料在庫有り。
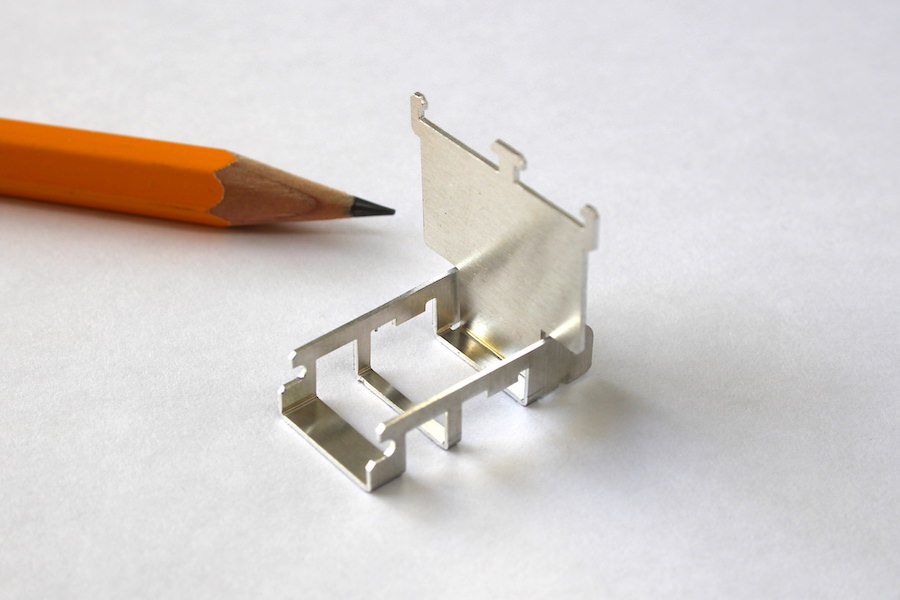
◆スポット溶接などの二次加工によるの複合品
構想段階からでも、お気軽にご相談ください。
◆全国対応
お問い合わせ方法
「お問い合わせフォー」にて、形状・寸法が確認できるモノ(図面・画像の添付)、材質、製作数を記載のうえ送信していただければ、自動返信後、担当者よりメールにてご連絡させていただきます。
対応材料
| 鉄系 | SPCC(鉄)、ブリキ(スズ鍍金鋼材)、SK(生・焼き入れリボン鋼) |
| ステンレス系 | SUS304:BA、1/2H 3/4H・H・EH |
| SUS301:1/2H・3/4H・H・EH | |
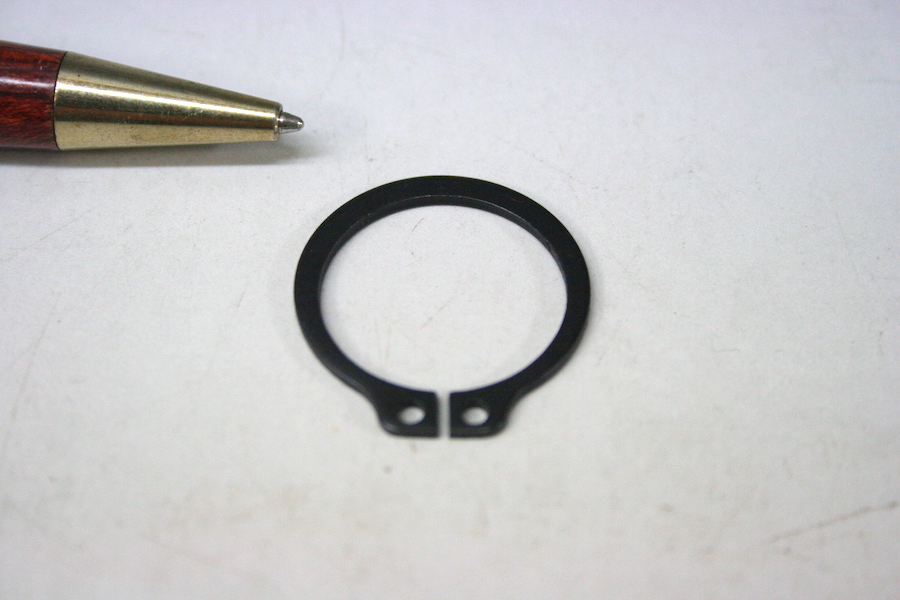
| SUS316、SUS631、SUS430、SUS410 | |
| ニッケル合金 | ハステロイ 、モネル 、 インコネル 、 パーマロイ、インバー |
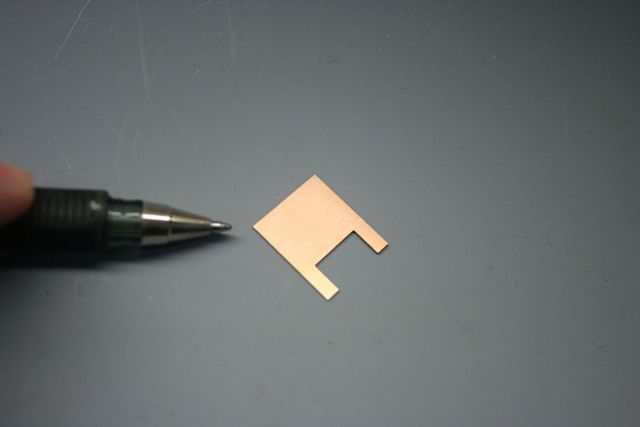
| 銅系 | C1100P(タフピッチ銅) |
| C2801(真鍮) | |
| C5210P(りん青銅板二種)、C5210(バネ用りん青銅板) | |
| C7521(洋白板二種)、C7701(バネ用洋白板) | |
| C1700/C1720(バネ用ベリリューム銅) | |
| その他 | チタン、チタンバネ、モリブデン |
通電する素材であれば、焼入れされた素材でも問題なく加工出来ます。
加工後、銅系・チタン合金等、材料の表面に変色が生じる場合があります。
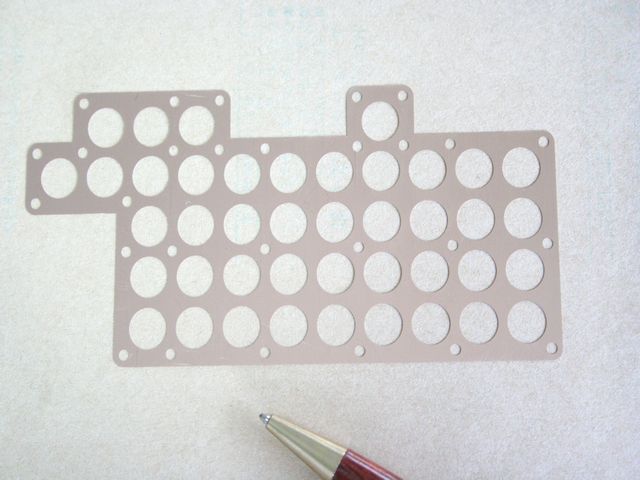
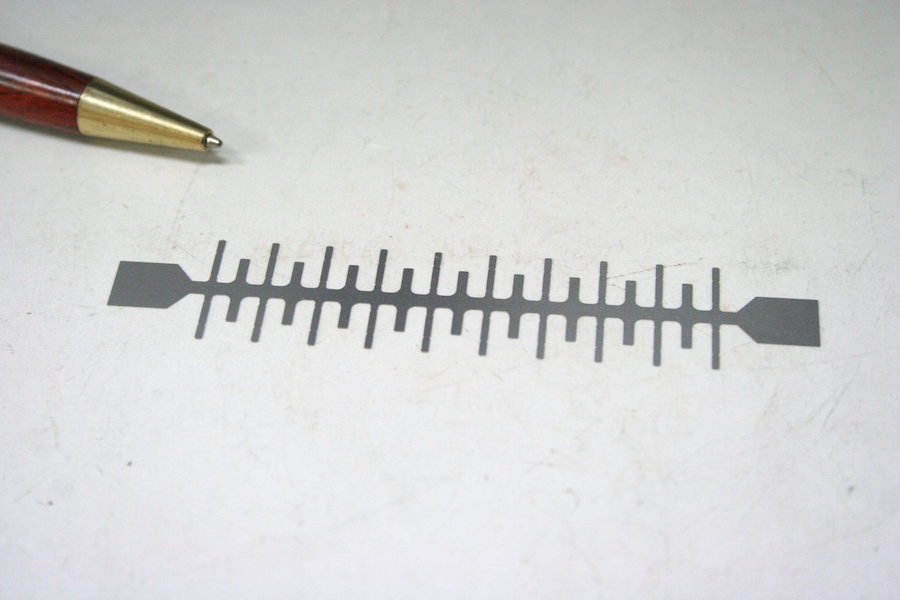
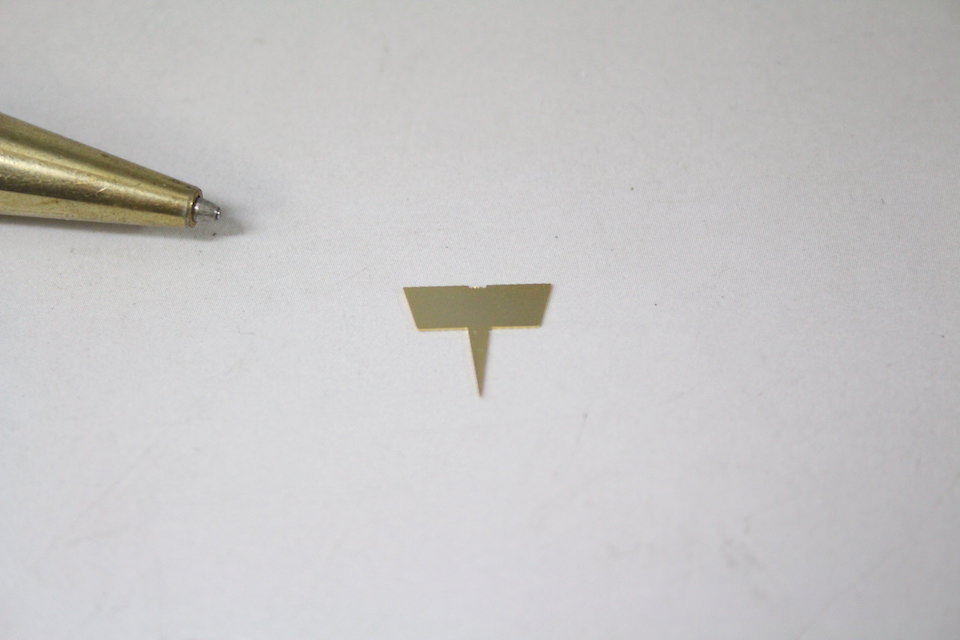
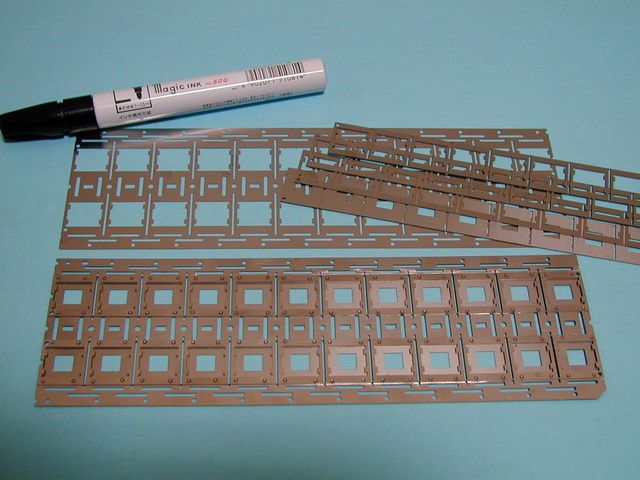
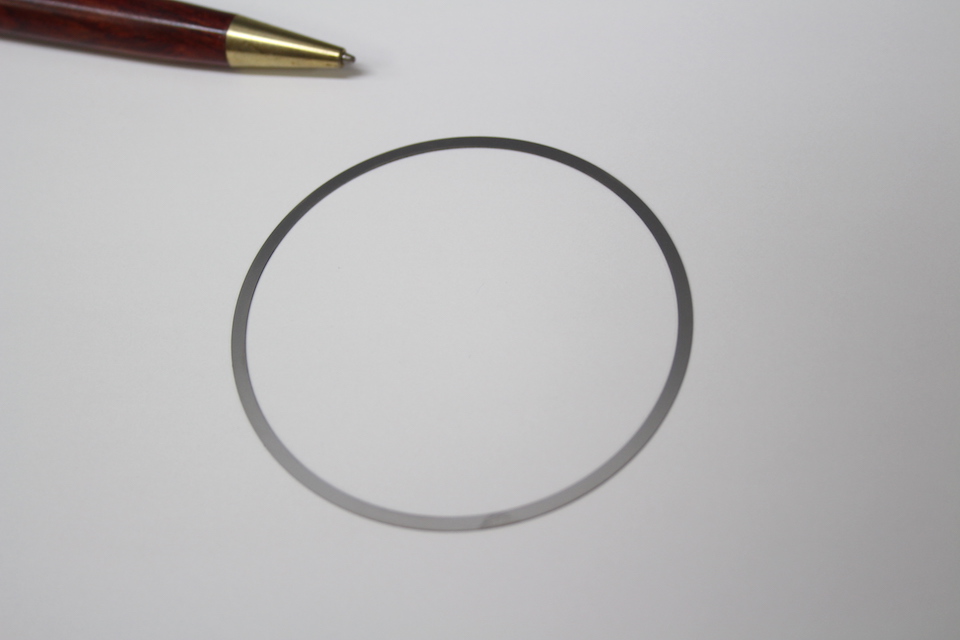
加工方法についての技術情報
 |
露光・現像 プロッタで原版に作画を行い、レジストコートされた材料に焼き付けを行いますが、高品質な露光を行う為にはクリンルームの作業が必要とされます。 加工サイズは、mm単位から1m×1mまでの、フォトエッチングでは大型といわれるサイズまで対応しています。 |
 |
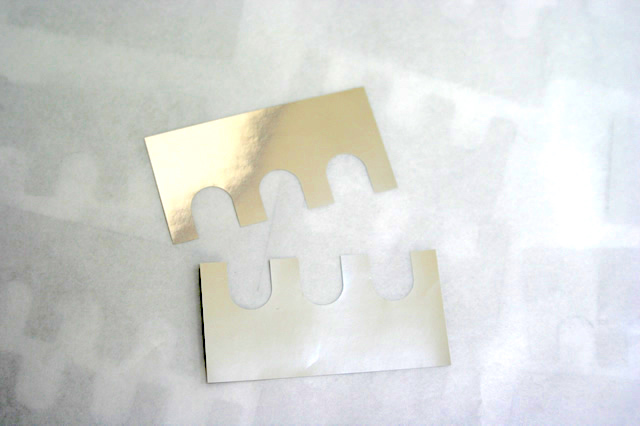
エッチャー(エッチング加工機) 材料と原版が露光・現像されたモノを エッチャーでエッチング液をシャワーすることで材料の露出した部分が溶けだし、最終μ単位までのトリミング精度の製品製作が可能です。 |
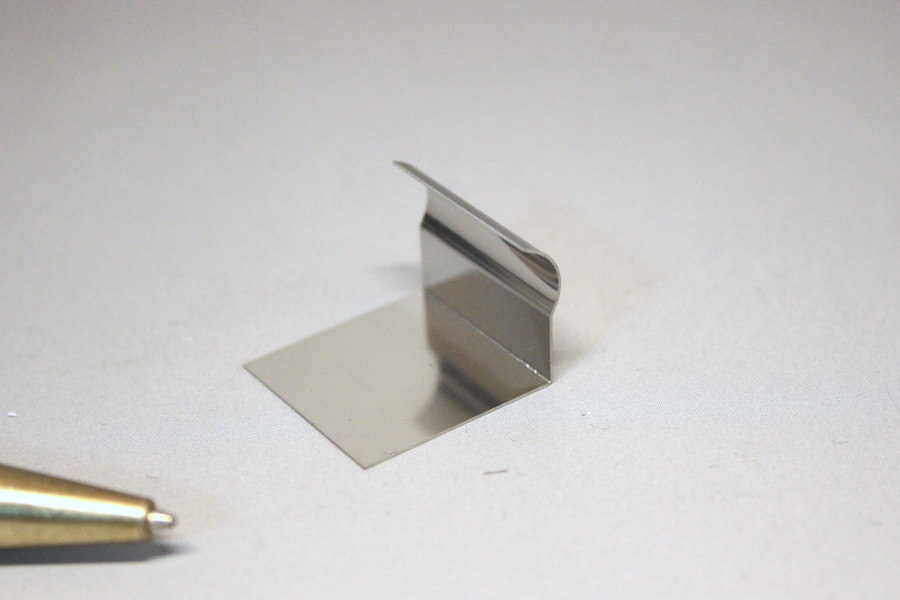
「こだま」の精密板金の特徴
-
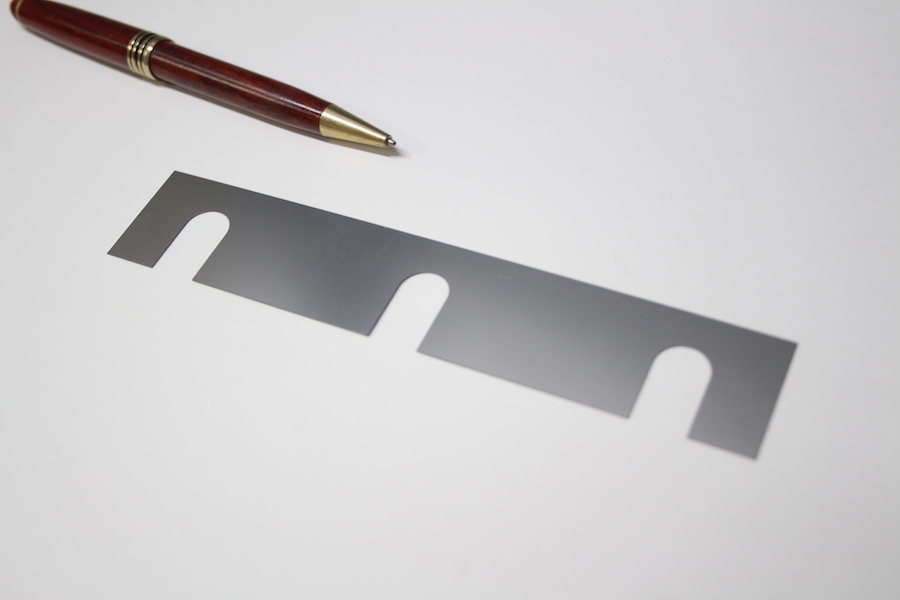
●SUS304は、t0.2までは0.01mm単位で取り揃えています。
-
●金型レス・簡易金型で様々な曲げ成形に対応
-
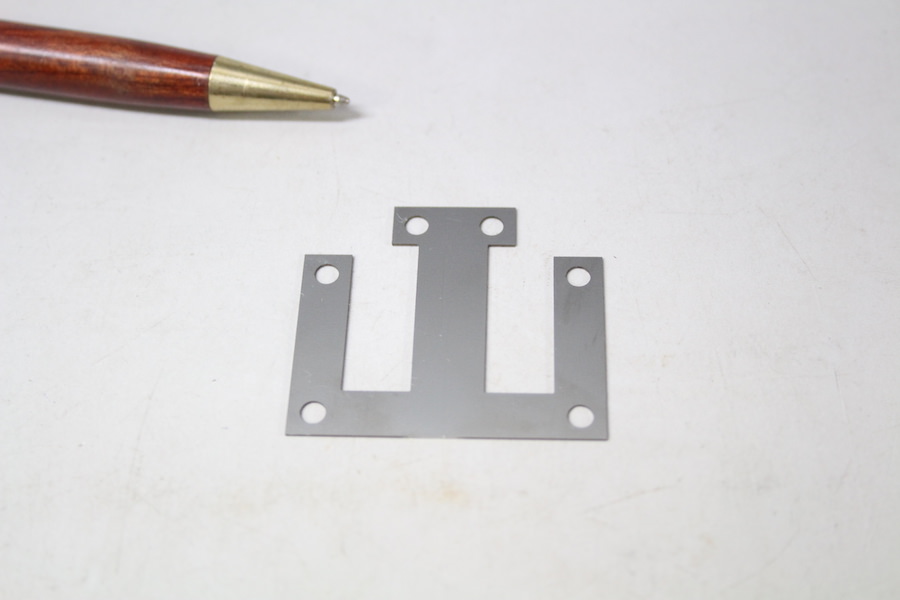
●材質・数量に合わせた形状カット選択による、コストパフォーマンスのご提供
-
●材料調達から溶接・メッキまで一貫対応